I’ve done several cuts to the provided proofgrade acrylic at proofgrade settings and everytime the underside of the acrylic comes out damaged with scorch marks and chip marks. There is consistent damage to the underside of the acrylic where it meets the grill. Any solution to this manufacturer error?
1 Like
You are experiencing flashback which occurs when the laser has enough power to totally burn through in the cut and then reflect off the metal honeycomb.
Two ways to deal with this is to dial back the cut power slightly. Another is to put some newspaper on the tray. Not sure why you are getting such strong flashback with proofgrade materials and settings.
I believe the goal of Proofgrade materials and settings is to ensure consistent results every time. In the real world, there seems to be enough variability that customization on the user end might be warranted at times.
do you have a Pro or Basic or Basic Plus?
6 Likes
Welcome to the forum. If the material is masked, I NEVER remove the back masking until cuts are completed to prevent the inevitable flashback. The front can be removed if your doing any engraving to make cleanup easier.
2 Likes
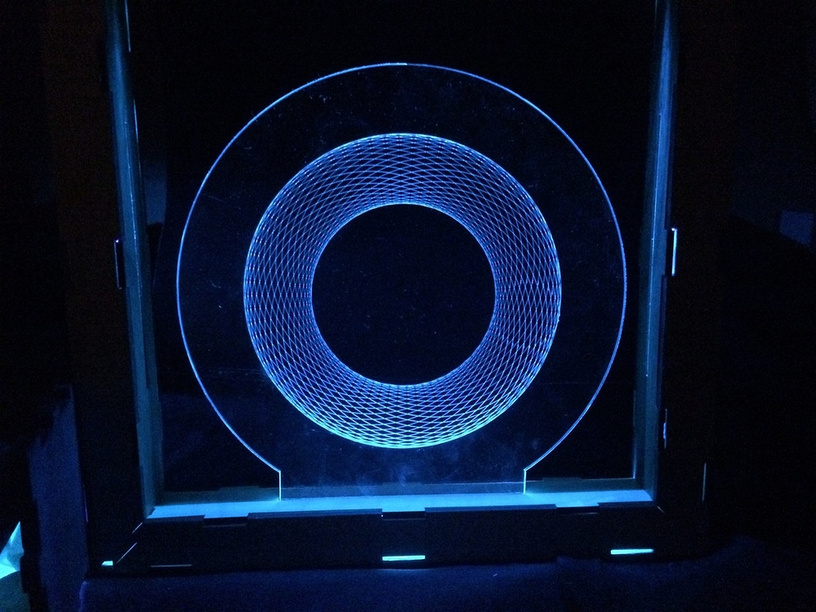
@marmak3261 Thanks. The issue appears to be fixed by reducing power as you said. I set mine to 85 precision power with 170 spd. I have the Plus model. One more question though, all of the circular acrylic ‘tokens’ that I’ve carved out seem to have a singular indent on the side that stretches from top to bottom. I can run my nail along the side of the token and feel a trench (indent) there. It is also quite noticeable if looked at it from the top/bottom. Is this a common issue? Is there a way to remedy this too? This is what it looks like:

1 Like
That’s where the circle starts and ends, so you’re seeing the irregularity related to motor and laser adjustments. If you extend the start and end points out a bit (like an alpha sign), you can move the start and stop points away from the finished edge.
5 Likes
Hi thanks for your response. Is there a way to tell glowforge where to start and end on a cut? My circle has four anchor points, ive tried the method of extending the line (i even drew a square around the circle to see if that would help) but i am still having the issue of the indent. (I use illustrator)
The start and stop point of circle cutting vectors (or other closed shapes) is an issue. It has come up a few times in the discussions.
Here is a good example of how it affects a design. Note the circle artifact in the 4:00 PM position of the spirals.
Here is one post about that. No solution from Glowforge.
I haven’t deciphered a process for determining every time where the laser starts and stops on a circle as you define a vector. Maybe some others can assist.
1 Like
Manually adding lead-ins and lead-outs is the only way to do this right now, it’s pretty common practice for industrial/commercial plasma and laser cutting.
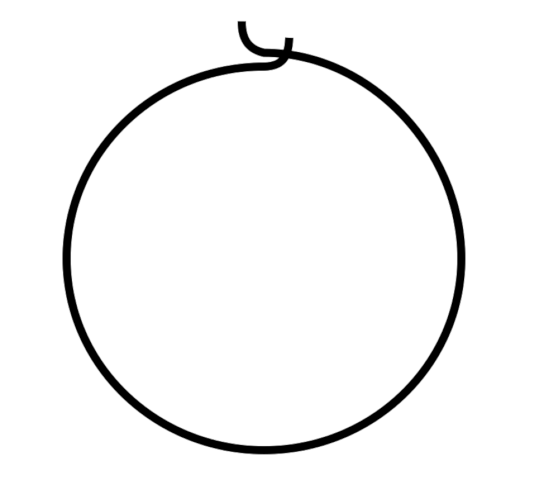
Here’s a picture of what it would look like. I’ve moved the endpoints of the main circle path apart from each other only so it’s easier to see what’s going on, but in reality you would leave them directly over each other. Basically you’re going to add short extensions beyond the actual start/stop of the circle.
5 Likes
@timjedwards @mpipes Thanks. I was able to achieve a (almost) perfect circle with that technique (alpha sign). I needed to break my circle apart and adjust the end points manually but the end result is worth it.
@marmak3261 Thanks for the info. Hopefully this can be fixed with a software update. Seems like something they can do on the programming end.
FYI I realized my strokes were expanded when I did the cut so it cut twice risking more flashback. Never expand strokes, use them for cutting only. My actual best cut settings for the proofgrade med. clear acrylic is now 170spd, 70pp, with 2 passes. This reduced the most amount of damage and sometimes completely. Hope this helps others with the same issue!
6 Likes
Fortunately the CAD software that generates the toolpaths in my other machine apps will add the lead-in/out automatically based on values I set for radius, distance and angle. The Redsail lets me define an overrun value so that it will go past the start by a defined amount to clean up the end - I usually use about .1 or .2mm so it gets rid of the starting burr on acrylic. Another “nice to have” for the GF hopper.
1 Like
Yeah, the only thing I dont like about the lead-in/out is the intrusion into the “waste” material, because I often utilize the offcuts for various things, like inside/outside bucks/collars for composite parts.
The variable power in the GF would be handy to harness for clean starts/stops.
2 Likes
That’s definitely what we’re all waiting for. Or the ability to change the speed so it delivers consistent power even if it’s not going to invoke variable power.
2 Likes
Thanks for the help, everyone! I’m glad you resolved it! I’m going to close this thread. If you run into any other trouble, please start a new topic, or email us at support@glowforge.com. We’re here to help!