That looks real good. 
1 Like
That’s why I am curious about this issue. It’s pretty consistent on target for me. I wonder what the deal is in variations across machines.
1 Like
Back in the day, there used to be a considerable number of queries about the lid not being flat, ie there seemed to be a slight rise in the middle. Now, whenever problems of placement come up, most replies seem to concentrate on the ‘flatness’ of the material in the bed, and I wonder if there really is an occasional problem with lid location or flatness.
Given that individuals may have a consistent error, but that it varies on where they place there work on the bed, I’m not sure how the lid camera interacts with the gantry camera, and how this might effect the mapping of the surface of the bed.
John 
2 Likes
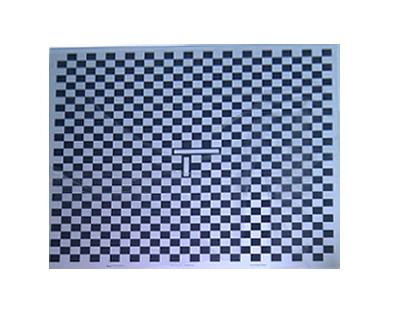
I wish they would give us an 11 x 17 PDF alignment tool, we can print out, to do the alignment procedure ourselves. I use industrial vision systems all the time and all of them have a way to compensate for lens distortion. Right now I feel like this is the biggest problem I’ve seen with this laser.
Something like this:
11 Likes
Yours is way better than mine. My current machine is off significantly more (pretty close to that 1/4" spec) than my PRU was. Oh well. I just adjust via “Kentucky windage” and everything comes out fine.
3 Likes
That’s just crazy to have that kind of variation among the machines. Thanks for demonstrating this. That really helps me put the problem in perspective.
1 Like
Mine is the same. The big difference between machines puzzles me. Slight difference in factory calibration is all I can imagine.
2 Likes
That just makes me very jealous!
Mine is consistent 2mm to the right, but variable 5 to 7mm vertically. At least if it was consistent cut to cut I could adjust.
Definitely not to do with flatness of material or position on the bed. I can use consistent materials in a jig and still get the variance
4 Likes
My placement discrepancy is towards the closest edge of the material, and the closer to the edge, the worse it gets. In other words. if you are in the lower-right quadrant, the cut placement is more towards the lower-right than the preview image. The closer you get to the lower-right corner, the more displacement there is.
Mine was great when I first got the machine, and I’ve done fewer than 15 cuts on it probably. It now is way off, to the extent that your file could not work on my machine. But you know, totally within tolerances. I’m pretty frustrated - I discovered the new alignment issue when making proofs for a client. If this is something that might to change randomly with updates, it means a lot of wasted material to test things before every print.
1 Like
Whenever I’m worried about placement, as a piece of scrap is JUST big enough to hold what I want to cut, I put it in the center of the bed directly under the camera.
2 Likes
Doesn’t have to mean waste…
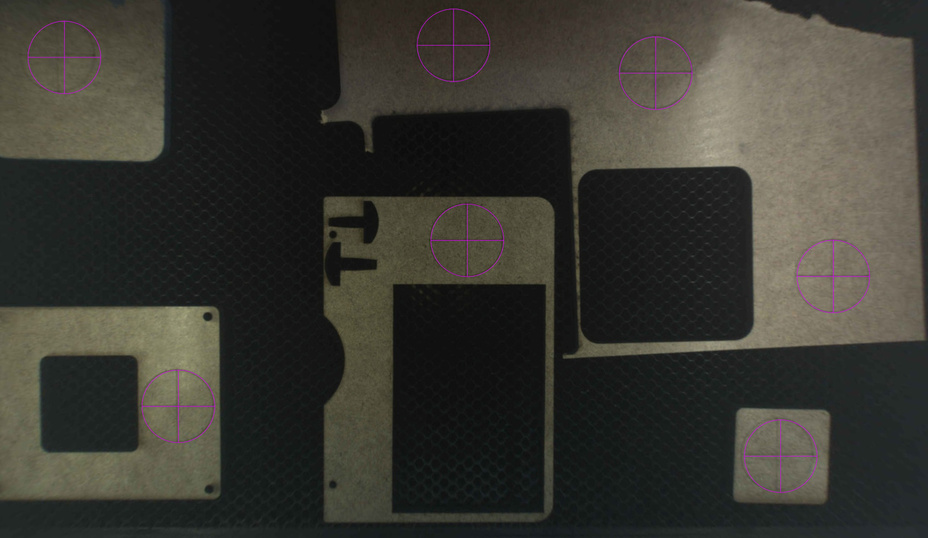
I posted in a different thread, but it’s visible in my pic here as well - see the rectangle at the bottom?
Those rulers around the perimeter were scored using the GF UI marks for spacing. That rectangle was a prior test where I had positioned the right edge perfectly on the 10" (center) mark in the UI, and it cut exactly there, even though the resulting camera image was off.
The rulers now allow me to easily place material exactly where the GF will be working, regardless of what the camera image shows.
1 Like
I don’t see your picture, but that is interesting - I will try this, thanks for responding.
1 Like
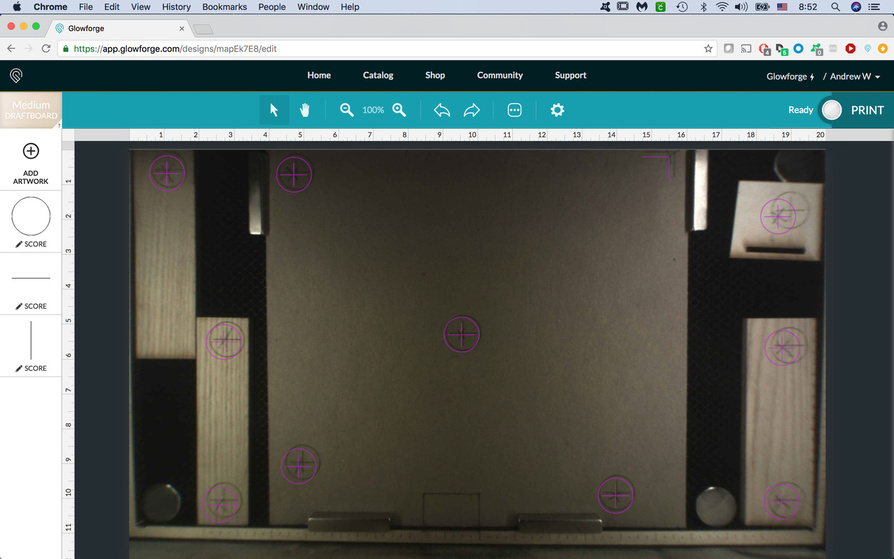
I wanted to add - if you look at the top right corner, my GF camera image is over 1/2" off L-R in that corner, and also seriously “warped” on the lower edges.
2 Likes
I was reading about how some are reporting alignment challenges happening towards the outside edges but getting better accuracy when placing designs directly under the camera. Guessing this means they might be showing the bed on the interface from a single image taken. I was also reading about how the new Dremel takes images by moving the camera to 9 sections of the bed and then stitching the images together on the interface. I was thinking about how we are given control to use manual settings on non proofgrade and thinking there might also be a way to manually toggle accuracy in alignment with sliding up the number of scan images. This would provide the trade off that users decide. Increase the scan time with multiple images specified and resulting alignment increases Or opt for default alignment from single bed image because the design alignment is a non issue in some cases. The control might be a nice user option but perhaps the glowforge team is well underway on a different path for addressing it.
yeah, I mean I would hope they are working on it, but for now, I wish there was a sighting option. I have been trying to “calibrate” mine based on the setup @eflyguy showed, but I’m not getting anywhere fast. @eflyguy did you just make the file by adding lines at tick marks? How did you align it with the base? Thanks for any ideas.
I’ll try to explain it differently…
If you align things in the GF UI to what the camera is showing you, it will likely be off. That’s what my first picture shows. The purple designs ended up being all over the material after scoring.
If you align them instead to the rulers in the UI, it will be exactly where you expect it to be, every time. This, of course, assumes you know where on the actual bed the ruler marks should be!
So if you make “rulers” that mirror the ones in the UI (by putting design lines at every tick in the UI ruler), then using those for alignment will always be accurate. I used the outside of a piece of 12x20" material to score the marks into those “rulers”, it’s a near-perfect fit onto the tray when pulled down against the lower edge, so repeatable if I remove it.
I didn’t actually create a bunch of lines in the GF UI- I did it in Inkscape, then moved and scaled in the UI to match the ruler marks.
3 Likes
Does this work for you across materials with different thickness? I am not sure why but I cannot brain today. Thanks for your helpful response. I’m going to see what I can make in illustrator today and then when the cold air returns I can try lasering some 