I used the grid to assist with lining up the design to an existing feature on the workpiece. The best thing to do for work piece repeatability is using something (like magnets) on the work surface and using that as a hard stop.
My main thing was engraving something on something that was a irregular shape and not square.
was very helpful to me, as the space I will have behind the Glowforge and the wall behind it (leading up to the window for venting) is pretty tight. This relieved my mind, a bit. Thank you!
This is great! Can you break these out into separate posts? I know we sometimes get sloppy about new posts for new topics, but there’s so much interest in your work it’d do a disservice to leave these prints at the end of a long thread.
Someone on the forums posted an up close picture of trying to cut glass at full power and multiple passes.
The result was more fracturing than etching/cutting.
With masking or cermark/thermark, the energy from the beam is concentrated at the masking versus being reflected/diverted (especially as the material of glass either fractures or melts/liquifies). Now I want to say this mainly applies to lower powered lasers, but not playing with large units, I am uncertain.
The focus from the laser head is not referring to the focal point of the beam, but more of the auto focusing of the Glowforge.
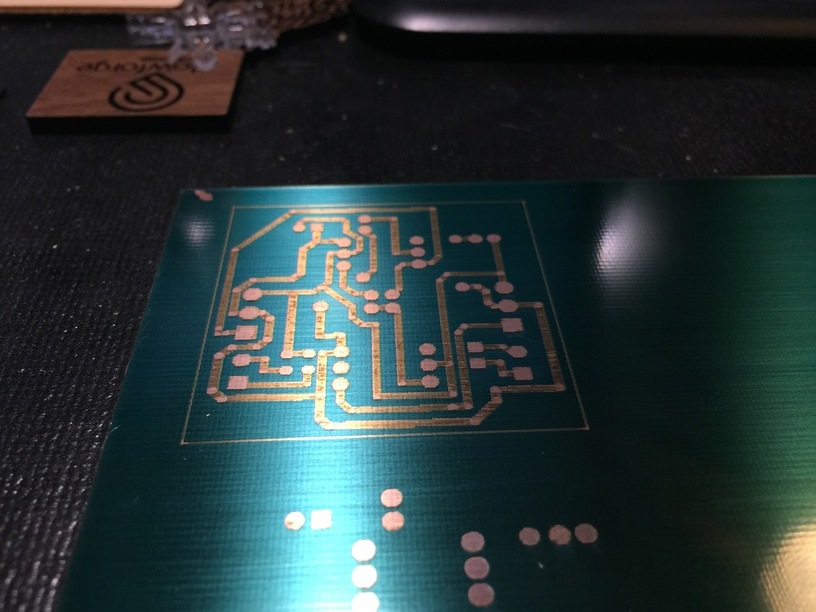
From what I have referenced from making ones own circuit boards after using software like Eagle PCB design by Cadsoft ,to name one, it helps with layout and modificatin of the board then can be imported in to a laser system to remove the conductive material to build and test prototype boards or maybe now make replacement boards in simple devices. Food for thought maybe but since it the conductive material is most often a copper coat either a cermark or paper mask would be recommended. I have also learned that the active ingredient in Cermark is the same as CRC moly drylube spray and if I recall DM-90 for etching stainless steel.
If you already etch your own PCBs (probably in very small quantity for prototypes or small-scale production) then being able to zap away the resist removes a bunch of steps from the workflow. Usually you make a mask, align that with the PCB (sometimes transfer it physically), expose the masked PCB to UV(?) light to fix the resist, then wash away the unfixed resist and etch. This effectively reduces the process to zap and etch.
It would be nice if a gf could also drill, but nuh-uh. (Although now I wonder: if you made pads-to-be-drilled with little holes through the copper in the center, could you punch a laser though that if your alignment were good enough? And would it be worth the trouble?)
Based on my experience with 1.5kw & 3.5kw CO2 metal lasers when cutting acrylic, PC, and anything reflective (Brass) we would always cover the surface with 3M Green Masking Tape. With the brass’ high reflectivity we would either cover it in tape, or utilize a proprietary misted on compound to reduce reflection back into the focusing lense, or elsewhere into the cutting chamber can be catastrophic (A rookie operator wasn’t paying attention and had the beam reflect off of brass on the 3.5kw Bystronic and it damaged/burnt/deformed the special laser radiation filtering windows, thankfully they did their job).
My experience is that with etching you want a shorter focal length (which yields a cleaner tighter, more energy rich focus (wattage per mm^2)), and you want that focus @ surface height or a fraction of a mm beneath surface. Although I’m not sure we’ll be able to manually specify cutting parameters (power, focus, feed rate, accel, decel, pierce time, lead in accel etc).