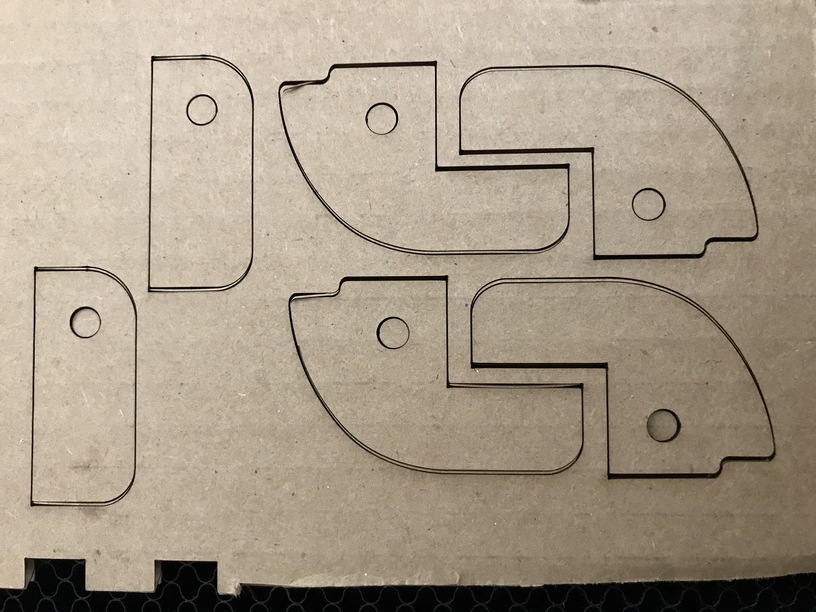
I have not had this issue before, and I have always cut corrugated cardboard with two passes. These parts have the small holes cut first (500/90/2passes) and then the outer part pieces (also 500/90/2passes). The holes are cutting both passes correctly, and the outer parts seem to cut smoothly. Just as the last of the 6 parts finishes, there is a jump. It appears to be when the print head quickly moves from the finish of cutting the sixth part (top right) and goes to start the second pass of the first part (bottom right).
And… I tried this in different parts of the print bed. And several different times. I checked the rails (all clear). Re-Squared the laser arm. Still have the same issue. Checked belt tension – seems fine. Recut and same issue.
Then I tried rotating the file 90°. And it printed fine both passes. I have a suspicion that I am getting a jump when the head is very quickly and suddenly moving from one part to another.
So… I have a couple of questions.
(1) is it likely that I am correct that the jump is happening as the laser arm starts its very fast move from one part to another (a move that appears to be much faster than the 500 speed of the cut)?
(2) is there a way to specify the movement speed between cuts?
Thanks, Ben1. I have now checked the belt teeth – I don’t see anything, but it may be a small bit I have not seen, or it may have now dropped out and I didn’t notice. Maybe changing control of the rapids is something that is ‘in the hopper’, but my guess is that it is probably way down the priority list.
At least I am getting a good alignment when I rotate the artwork.
Do you have the cardboard pinned down? (It’s lightweight enough to get shifted slightly if your air assist fan is working really well, and it might cause that on two passes.)
And you’re correct, the travel speed is much higher between parts…they bumped that up last year some time. You might want to make doubly sure you don’t have any slack in your 3 belts, and that the support table is nice and steady.
Hi Jules — good thought on the shifting material, but yes it is firm, and flat. I am a big user of hold down pins, even on heavier material like thick draftboard. I’m thinking it is probably just the switch to the fast switch to ‘rapids’. If I was getting this issue with other files, I might try a different surface, as you suggest, but if the issue returns I will give it a shot on a different table.
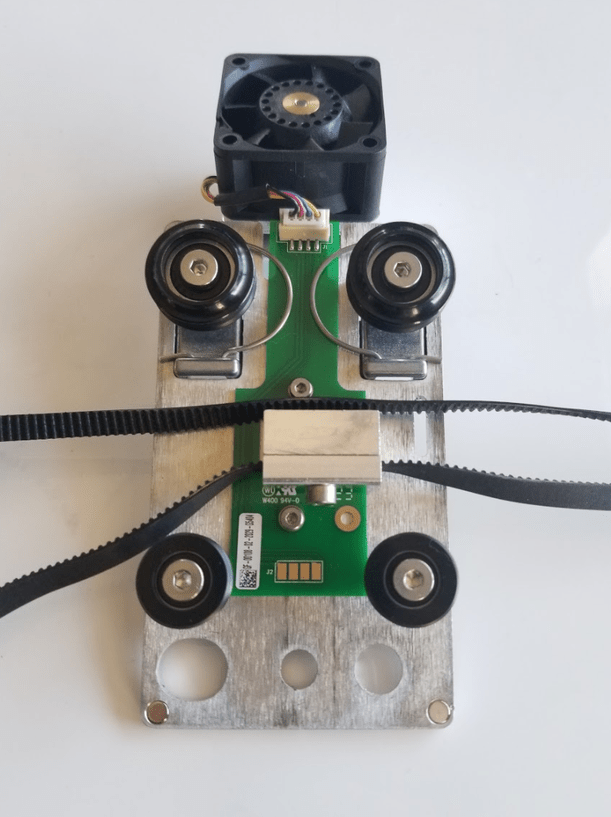
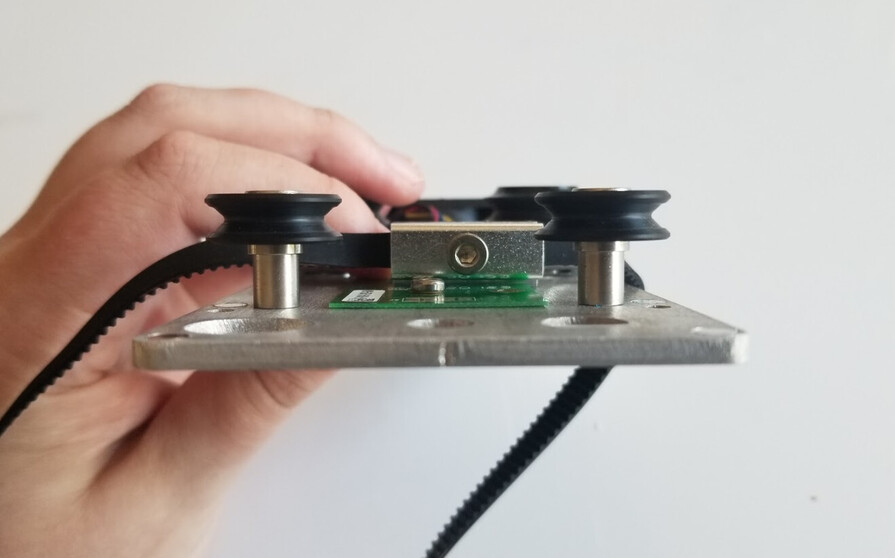
Hi – Sorry for the delay. The belt tension looks good. The carriage wheels appear to be good. No apparent chipping or cracking. (and the assist fan was a lot cleaner than I expected and no visible damage there either).
After replacing the carriage head, I also squared the laser arm. Then ran a test cut and a version of the file that had the skipping (Unfortunately, I don’t have the exact file any more). Not only is there no misalignment, but there was no sudden jump to a “rapids” movement; though the rapids appeared to be a bit faster than the cut speed, it did not suddenly change speed and direction… so that’s a plus.
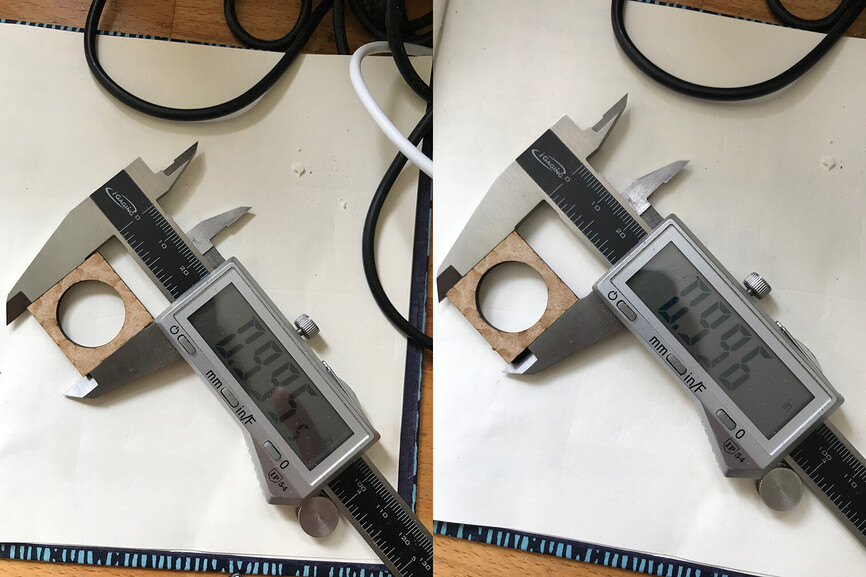
And another plus – the 1"*1" draftboard test square I cut just was closer to square than I have ever had before (now <1/1000"… before today I was getting about 5/1000" in a year and about 1500 cut jobs). So… no idea what changed, but all appears to be working smoothly.
Hi @andrewmchaffie. Thank you for your last response and sounds like the random jumps and alignment trouble have been resolved. I’ll go ahead and leave this thread open for a couple days just in case you run into any trouble. We’ll be here and happy to help. Thanks!
Hi @andrewmchaffie. It’s been a while since we’ve seen any activity after my last response so I’ll go ahead and close this thread. Feel free to create a new thread, or write us at support@glowforge.com if you’re continuing to into any alignment issues. We’ll be here and happy to help. Thank you.