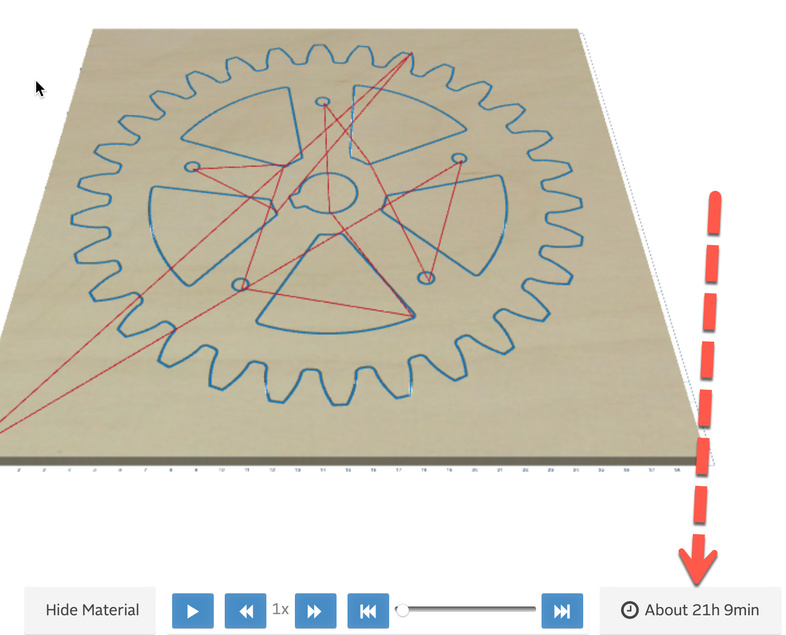
As I’ve been doing a lot more with my X-carve lately I needed a good sign above it for photos or video. So it’s a hybrid with the gear carved on the x-carve out of 1/2” MDF while the words are draft board (I could of course carved these on the x-carve but the laser is orders of magnitude faster. The gear took about 20 hours (I was probably over conservative with the depth of cut)
I miss having a gantry cnc. I mean I love my Shaper Origin but different use cases. Hopefully I’ll be back in the gantry cnc business come november when My Oneinfinity is supposed to be ready.
Is that time a typo or is there something I’m missing? My quick glance estimate of how long that should take is well under 2 hours. 20 is 3d print times!
I mean I could take a much more aggressive bite but with the default speeds/feeds for MDF with a 1/8" end-mill that was the estimate; I find if you are too aggressive (even before chatter sets in) you shred the surface of the MDF and get terrible edges. You don’t save a lot of time either by going to a 1/4" end-mill…:
You need a spindle based CNC machine to speed up your carving!!! Here is a 12 inch by 24 inch carving that took 9 minutes of machine time using an Avid CNC Router Parts machine with a 3HP spindle. I could probably have pushed it and done it in 3 minutes but I am conservative too about feeds and speeds. Took as long to zero and change the three bits needed to do the project as it did to do the carving. Lol! Best decision I ever made was to move up to a more industrial machine.
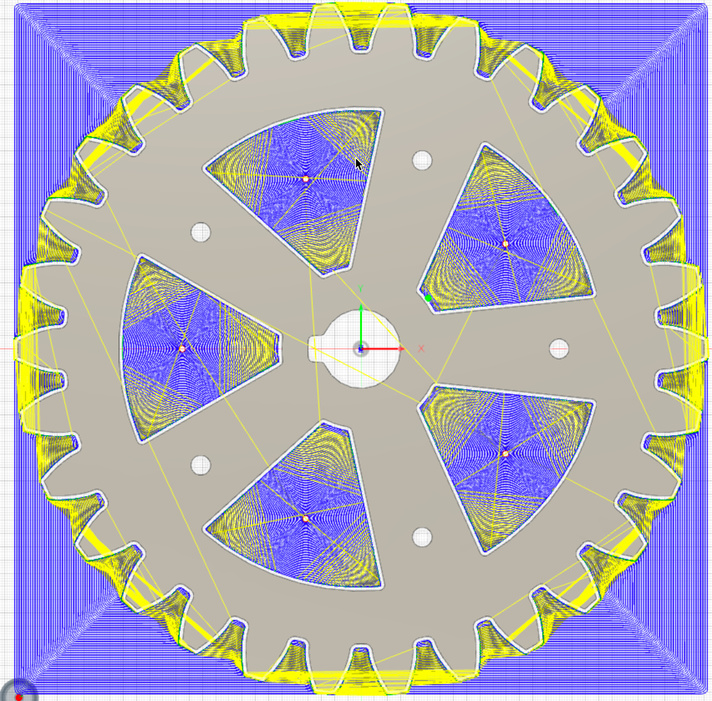
Oh and more than likely in Fusion 360 it would be much faster as it would use a full depth of cut adaptive strategy which Easel Pro does not use. But fusion doesn’t make V-Carving easy so there are trade-offs either way. the default DOC in easel is 0,015"
I mean most of the time I use my Tormach, but for big wood things this works great. As for speed if I was using plywood I would push much harder, with MDF I find it tends to crumble if you push too hard…
Your experience with MDF is interesting. I find MDF holds up well at high feed rates of 250 to 300 inches per minute. I use Whiteside and Amana bits, down cut when I want a perfect top edge.
I stand corrected. The problem is Fusion thinks about milling like on my Tormach where it wants to turn the entire sheet of MDF into “chips” so the boundary all gets milled. Yes I can slot the profile but then I don’t get the adaptive strategy…
Yeah, figured when I saw the time that you were removing everything that didn’t look like a gear rather than cutting the gear from the material. I wouldn’t, but everyone has experiences that work best for them. So, looks good.
I mean in easel it was more like a profile, although to be honest it’s even more just simple slotting. The problem is that either of those is non-adaptive and on a much less rigid machine you really want adaptive. So I have the gear and the negative gear parts (that’s the only problem of a cutter this large is the waste parts are huge, compared to the GlowForge where the scrap fits easily in a garbage bag)
The thing that really sucks in easel is unlike fusion you don’t have a method of modeling/denoting work holding or fixtures so don’t think I haven’t slotted through a few clamps… and I really miss full 3-axis electronic probing like on my Tormach. The z is electronically probed, but x-y is eyeball. For repeatability I hand plunge the 0,0 point do I can jog another end mill into the hole to repeat the zero between operations. I also really miss a power drawbar (or any drawbar) so hard to open the collet without bumping the zero.
You can see the simulated path above and it’s cutting only on the path… one thing that also would slow you down even with much more power and rigidity is I of course had to use tabs, so you couldn’t just go full DOC.
With an 1/8 inch bit, you could easily go 0.0625 inches each cut, half the bit diameter if you have even a half way powerful router, but I can’t tell from the photo. I couldn’t last 20 hours, would have to Pee first, Lol. Or move my machine into the bathroom. Lol. Stay safe!!!
I mean it was running by itself. I didn’t sit there. The spindle is the regular dwalt 611. I am planning a more aggressive feed/speed of 60 and was thinking of a DOC like that. I’m also going to get the CNC4NEWBIE z-axis mod which seems to really stiffen the Z.
What minimum diameter thing? Again unlike a laser you don’t have to sit there while it cuts away. I mean sure it can break an end-mill in which case you come back and nothing happened other than making a lot of noise and cutting air… Not going to catch fire.