I swore I read about this but somehow I can’t find anymore…
My proofgrade acrylic warped after I cut the piece, I also bought some other acrylic from craft store that is only 2mm thick and that one also warped but a lot more when cutting the same piece.
Is there a way to make them come flat ?
Or a technique tu use while cutting to make sure it doesn’t warp ?
These will help.
Annealing acrylic would be a good forum search. The expansion coefficient of acrylic requires that it is expressed, probably more than any other material.
Making cuts in any material can release stresses/change the stress state. But I’m not familiar with processes for casting acrylic as I am with steel manufacturing, but I’m sure it’s similar in that there are faster & cheaper methods manufacturers can choose to make the initial sheet flat, but as soon as it’s cut into, things change…
Using pins or magnets will help hold the material flat on the bed while cutting it, and overcome a bit of warp when using it again, but ultimately we can’t eliminate it from happening, but using a higher quality source will minimize the risk of it happening…
A lot of this can depend on the design you’re cutting. Acrylic can get very hot when there are cuts close together and intricate designs can really overheat and warp more. (Close cuts really up the fire risk too becasue they can get so hot.) @PrintToLaser had the best suggestion and annealing can flatten acrylic that’s already been cut. To avoid it you need to go as fast as you can with the least amount of power, but with thin acrylic and narrow cuts, it can be hard to avoid. Maybe sharing a pic of the warped piece and your setting would help us see what’s happening?
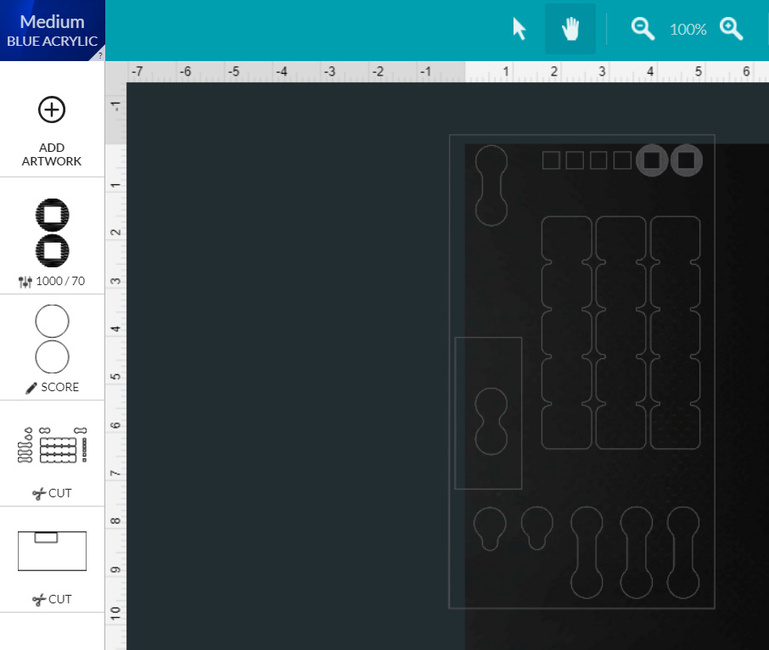
The file looks good as far as cuts being close together so that won’t be an issue. (Those circles at top are engraved, right?)
I just notice you said you were using 2mm material and I think your issue is the settings. The medium acrylic proofgrade setting is for materiel that is .125 thick and your acrylic is only .08 ish thick and the PG setting will be way too much. I’ve never cut such thin acrylic and I’m going to guess it might warp a little regardless, but I think you can mitigate it at least. I’d start by doubling the speed first and see how it goes. Then adjust speed or power up or down 5 points as needed until you hit the sweet spot. Good luck and let us know how things are progressing!
Best case is to find a parameter that cuts without causing a bow and one solution for that is to not do cuts very close to each other one after the other. Color can be used to isolate order of cuts (sometimes) or even cutting every other piece, then ignoring them and doing the others.
Had a large piece warp when inlays were pushed into it that was too big a waste to make redoing it a viable option.
Essence of the problem was the base had so much cut out for the inlays it warped when stressed from the inlay pressure.
I put some small weights on the center and thin wedges on opposite ends, then waved a torch over it in several fast passes.
Seemed to work, which was great, since I was going to make it anew before I tried putting it in the oven.
Is there some smaller piece that would warp that I could use to play with my settings ? Because this piece is probably 8X11 inches so lots of waste to test it out
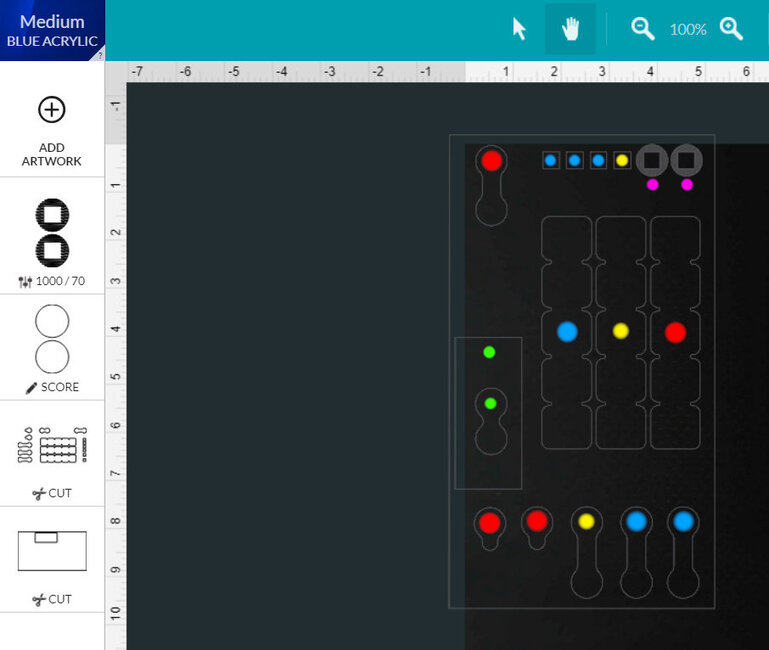
I would set up the file something like this, where the items with the same color dot in them are the same steps. Instead of having the file optimized for laser movement and having lots of consecutive cuts close together, this would be optimized to allow heat escape.
You can test power settings using the scrap cutouts from other projects using the same material. You don’t need to test cut a full design, you only need enough material to cut a single straight line to see if the laser at least cuts completely through the material.
You could also do as some her have by cutting all but small bridges those bridges will hold the piece in place, then as a last layer burn all your bridges and the parts will be free at last but not so warped.