So let me start off by saying that I tried putting this in the tips and tricks section, but it wouldn’t let me create a new topic for some reason, so if this is in the wrong section, could a moderator kindly move it for me? Thanks in advance!
Anyways, I’ve been doing a lot of work with 1/4” birch plywood lately and my success has been hit or miss when it comes to cutting. I am using 1/4” birch plywood sheets from the Home Depot and cutting them down to size to fit the Glowforge. I started using 135 speed, full power and manually setting the material thickness to .210” (even though it’s advertised at 1/4” thick, it’s roughly .200-.210” thick when manually measuring it) and I was having great success at first with these settings. All of a sudden, I’ve been having to make a second pass, at a faster speed (usually 250) for the laser to cut the rest of the way through the wood.
Before I get back at it tomorrow morning, I’m going to go ahead and give the 5 lenses and the mirror a good cleaning, but I was wondering if manually changing the material thickness could help me make the cut in one pass, and if so, which way do I move it? If I make the material thickness a larger number, such as .250” rather than .210”, is that telling the laser that it needs to fire farther to make it through the thicker material? Or do I need to use a smaller thickness, such as .190” to tell the laser that it needs to fire farther in order to reach the thinner material?
I apologize for my lack of knowledge, but both scenarios that I’ve used as options in the above paragraph make sense to me, but I’m not sure which one is the correct scenario, so I’m seeking a little bit of help here.
Also while I’m here, I’d like to ask - would I be able to reduce time and still cut the whole way through the material if I ran the laser at a higher speed, at 2 passes?
First off, the difficulties you are having are due in large part to your material. Birch plywood can have voids, glue pockets and knots that will adversely affect your cuts. Even when something works for one area of the board, it may not work on another section.
That being said, if you set your thickness to be different than the actual thickness, you are taking the laser out of focus. For precise cuts, a deforcused laser is not the answer.
There are quite a few posts about cutting 1/4" birch plywood if you utilize the search function. Here is one thread with visuals of the results: 1/4" Baltic birch plywood cut test
Your laser tube produces a cylindrical beam of infrared light that’s 1-2mm in diameter.
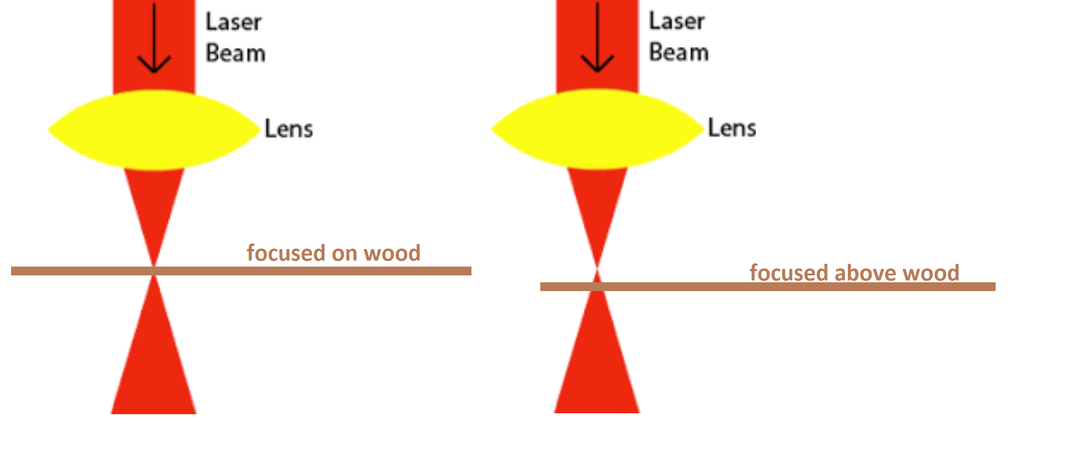
When it passes through the lens, that beam becomes hourglass shaped. The narrowest part of the hourglass, where the light has been focused into as small a point as possible, is called the focal point, approximately 2" below the lens. Your Glowforge can move the lens up and down within the print head to move that focal point anywhere between the surface of the crumb tray and up to 1/2" above that.
If you leave the focus setting at “auto”, it’ll set that focal point to match the surface of the wood. That’s generally what you want. If you set the material thickness to a bigger number, you’re moving the focal point up into the air above the wood, so that a much wider part of the hourglass shaped beam hits the wood. This will spread out the heat, making it burn through less of the wood before it moves on.
My advice: clean your optics, clean your AA fan, pin down the wood if it’s not flat, and leave the focus setting at “auto”. If you need to adjust anything to cut deeper, it’s speed.
Perfect description, and exactly what I was looking for - thank you!
Like I said, I’ll definitely be cleaning before getting back at it in the morning, I just thought it was a little bit odd that the last cut that I made was at the speed of 120 with full power, and it didn’t make it the whole way through the wood.
If cleaning doesn’t work, I’ll maybe try to tweak the thickness a little bit and see if that works.
Don’t tweak thickness. As @dan84’s diagram and explanation states, the focus should be on the surface of the wood, not above or below the surface. Tweak speed.
Focusing down below the surface in thicker material (and 1/4" is “thick” for the GF) results in a MUCH cleaner, straighter cut. Test to find what works best for what you are working with but big-box plywood is horribly inconsistent.
For 6mm Baltic birch (my supply consistently measures .240”), setting manual focus at .208” was what worked best. I do the same on the other lasers as well.
I picked .208” because the Glowforge focuses in steps rather than exactly down to the thousandth of an inch. I forget the gap in the steps, but want to say it’s around .025”. Unless that’s changed over time. And it’s possible that it has.
It’s a totally different material that I referenced above so the settings really aren’t comparable. The point was more about focusing beneath the surface of the material and your question about changing the values.
Material thickness is for the camera dewarping algorithm. That’s basically it. It changes how the bed image looks and is used for overlay accuracy. The only caveat to that is that if the autofocus fails for some reason, it will default back to your material thickness setting.
Manual focus in manual settings is where you change the focal height. You do not want this value to be bigger than the thickness of the material. You want it to be at the surface or slightly below the surface.
When you put in the thickness of the material, it DOES NOT mean the GF knows to cut that deep. Since ‘set focus’ came about, that’s what i almost always use. This allows the GF to move to the spot you clicked to focus on so the surface of the material is in focus (don’t use this if you want to ‘defocus’ the laser). The speed and the power are the options used to cut deeper. Either you increase the power or you slow down the GF to make a deeper cut.
My test was somewhat extreme with 0.39" hardwood, but it was just that - a test, to see the effect of changing focus height.
It became evident about that same time that the beam is not vertical in most cases anyway (carriage plate tolerances) - another member got me started down that rabbit hole. Add to that, I have rarely actually “worked with” anything thicker than 5/32 PureBond ply, so I never pursued it.
I see a lot of people work with ~1/4" and have wondered if it could be a benefit to focus lower. You obviously found that to be true.
I have also often wondered if the GF secretly uses a slightly “below the surface” setting for PG materials.