Here are my settings and impressions for cutting Polyurethane (PU) Foam on my GF Pro
WARNING: I caught the foam on fire while investigating settings (the onse below have not caused any fires), PU foam should NEVER be left unattended on the laser (I know this is for everything on a laser, but really pay attention to this stuff)
Cutting 0.5 inch PU Foam:
Speed: 340
Power: 100
Passes: 1
Cutting 1.5 inch PU Foam with an acrylic adhesive back (See special notes below):
Speed: 200
Power: Max
Passes: 2
Engraving:
Speed: 950
Power: 10
Reasons to use PU Foam: As an open cell foam it is very soft and is good for creating custom trays and organizers.
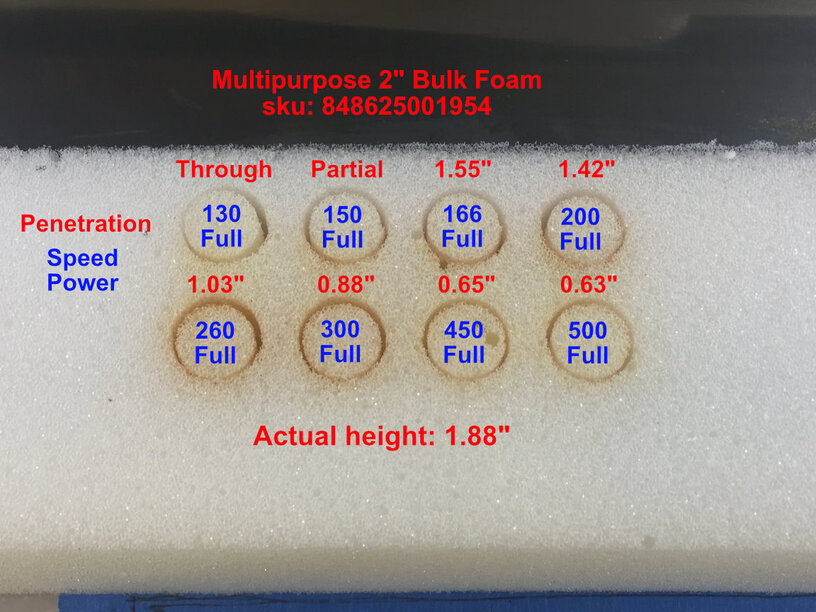
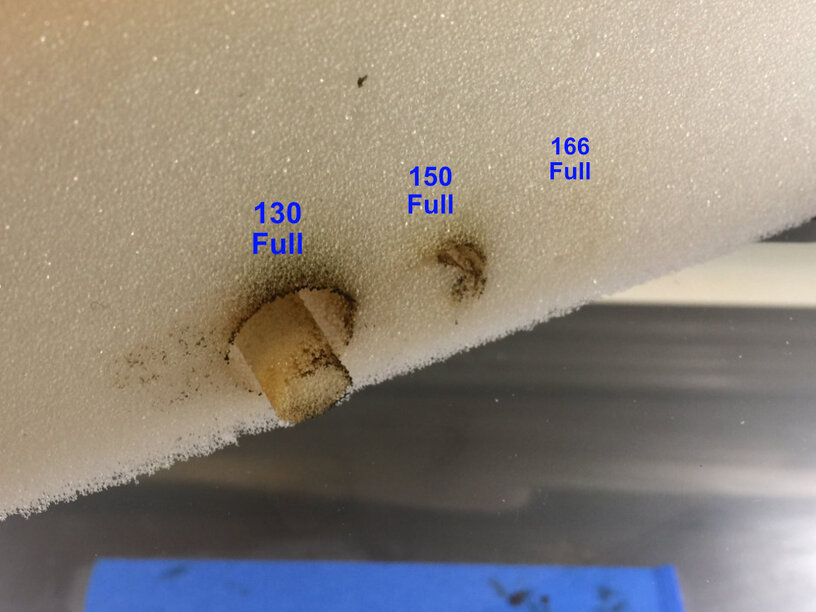
Impressions: PU Foam vaporizes readily and exhibits a mild Heat Affected Zone (HAZ) where the side of the material that was cut is slightly melted. While it is relatively easy to cut through PU foam, finding the settings that minimize the kerf (material lost when cutting) was especially difficult for the thick (1.5 inch) PU foam (see below discussion on focal height). Because of the open cells of PU foam, engraving (text for me) did not result in very readable results, but blocky shapes do show up when engraved. Where accurate dimensions are important I found better results cutting 1/2 inch foam and stacking multiple pieces to get the height I needed. to minimize the kerf when cutting the 1.5 inch foam I set the focal height of the laser in the middle of the PU foam (0.75 inches below the actual top of the foam).
Special Notes on PU foam with acrylic adhesive backing:
I found that I needed to cut the adhesive PU foam with the adhesive back facing up. This produced the cleanest cut edge of the adhesive and resulted no HAZ on the adhesive.