PLEASE READ FULL POST BEFORE ATTEMPTING… toxic gas and flames involved.
It’s tricky getting a clean cut, no burning, no melt pools, and no far side warp/draft on holes with 1/4" thick delrin, but after a day and a half and 62 tests later (including testing every other suggested settings config I found here in the forums), I think I found the best way. Note it’s not perfect, but pretty good. Some other configs cut faster but end up with far side distortion or excessive surface burn.
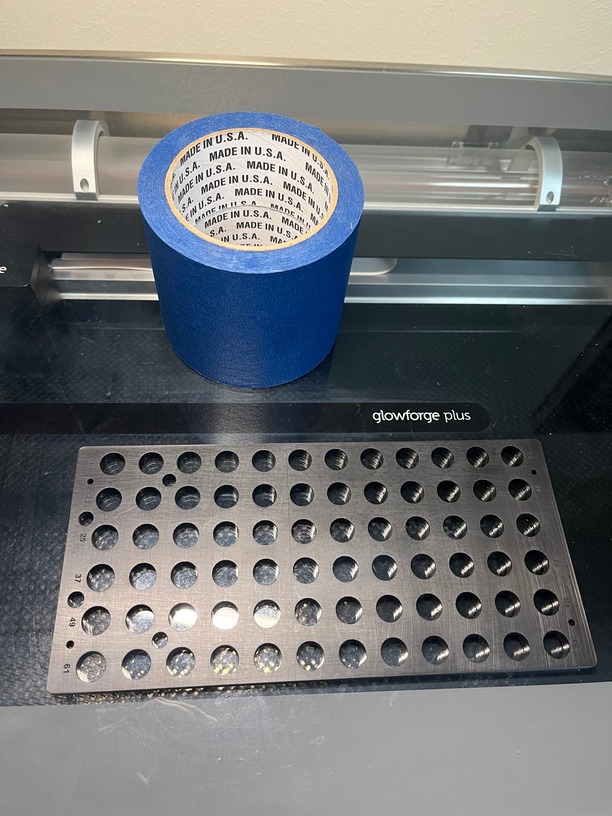
Using Glowforge Plus (40W) + 3rd party exhaust fan booster (on high) + GF Filter (on high)
Test material: Black Delrin 1/4" (actual calipered thickness 0.275"); https://www.eplastics.com/sheets/acetal-delrin/black-natural-blue/custitem17/0.250
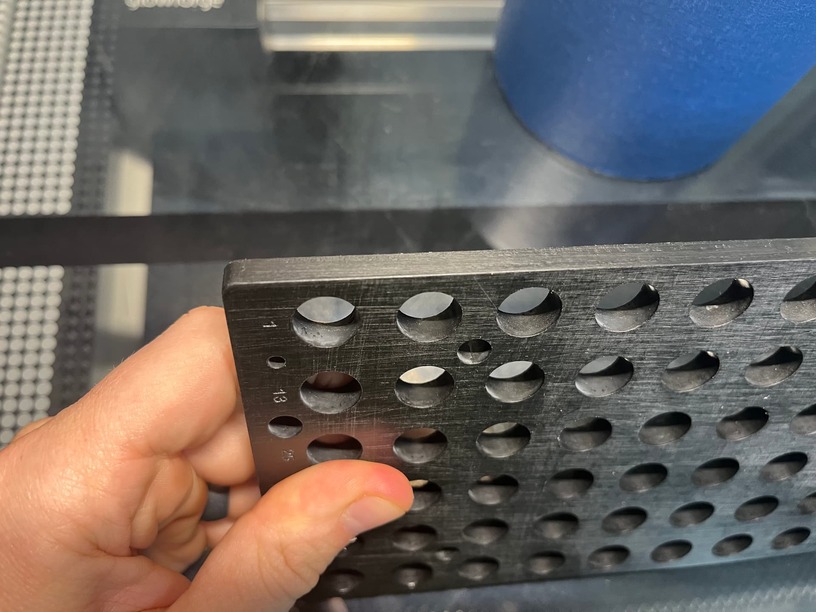
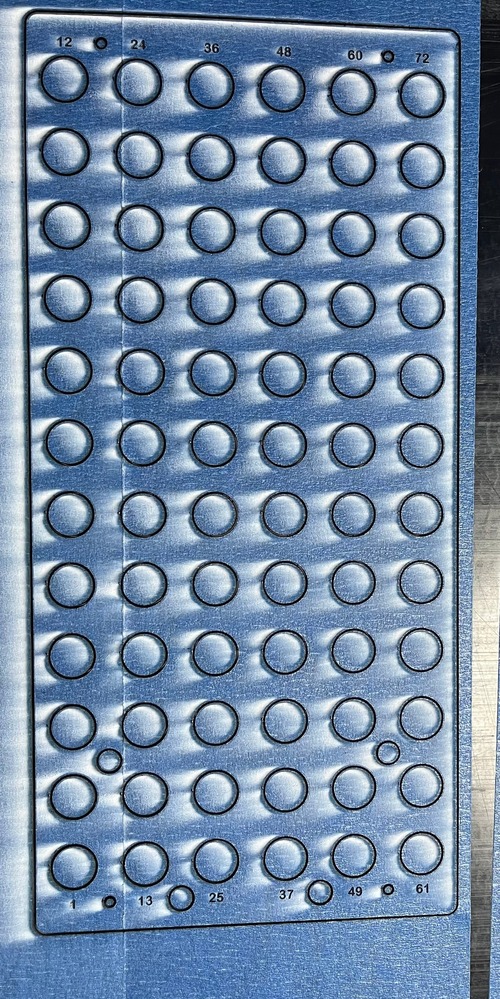
Prep: Cover top & bottom surface in painter’s tape (must do this or else you get bad melt pooling). Lock in place all around with hold-down-pins.
Cutting: 3 passes (back to back, no pause), Speed 100, Power 60%, Focus Height Manual = 0.275"
Engraving (~0.020 deep): 1 pass, Speed 1000, Power 70%, LPI 450, Focus Height Manual = 0.275"
Post-processing: Remove masking tape, hand brush to liking with scotchbrite pads, rinse with water.
Important Lessons Learned:
-Even with heavy duty filtering/ventilation, my basement stunk like crazy after a long cut… this is concerning b/c of the toxic formaldehyde gas. I recommend venting to outside even if you have the GF indoor filter.
-At full power, any cut at 400 speed or less will have lots of flames. The slower, the more flames.
-Starting off with a top surface shallow cut that is perfectly clean does not appear to help the final surface appearance, because the following stronger cuts will burn the top edges/corners regardless.
-Adjusting focus height between passes makes things worse.
-For some reason, at this thickness the laser beam redirects slightly by the time it reaches the bottom at any speed greater than 100 (including even 105). Possibly bouncing off sidewalls…? If part has to be dimensionally stable, you have to keep the speed 100. If aesthetic only, go faster to save cut time!
-No point in trying to do a gentle final shallow cut in attempt to make bottom side clean, it doesn’t work. Possibly laser needs higher powers when cutting that far away from the focal point.
-Sidewalls cannot be perfect at this thickness… at least I couldn’t find a way. Possibly by doing more than 3 passes at a power lower than 50…?
-These settings are tuned in exactly for 0.275" thick with premium final quality… downsides are you’ll have to adjust settings slightly at any other exact thickness, and the cut time took forever for a large part. Good luck.