My wife has a staff Christmas party this weekend so she asked me to make some flat-pack Christmas trees like the reindeer sets I made to kick off the holiday season at Thanksgiving.
Coincidentally Vectric & ShopBot released a tree design for CNC. It’s a 3 piece tree which makes getting the slot width a little tricky since they have to be wide enough for 2 pieces to slot into a third one on angles - without cutting any angles. They included instructions on how to calculate this using the cosine (ShopBot) or sine (Vectric) of an angle multiplied by the material thickness. It didn’t work though so I just made a few trees to get it right.
Here’s what one looks like (& a stack in back). It’s one I mangled a bit because I was just testing the paint look and I used a sample that hadn’t cut all the way through due to issues with my settings. But it’ll give you the idea.
I scaled it down to laser size (folks make the originals sized all the way up to lawn decoration size). I wanted 5 or 6 inch tall trees.
The wife requested unmasked Baltic Birch because she liked the smoke stained look giving it a rustic tree motif. I wanted something like PG Maple or Cherry or even painted BB. It’s her party so unmasked unpainted BB it is. (I snuck a couple of them in that I painted green first & then cut.)
Anyhooo, 3 dozen trees later and I’m just glad it was the PRU. Each tree panel has a dozen or so ornament cut outs. On a 5 inch tall panel that makes for some small circles and stars and such.
When cut out they have to be vacuumed up from the tray. But some of them are so small they drop in the honeycomb to be lost to the depths.
Here’s what one of the final 2 packs looks like on the bed.
Someone back in Seattle is going to get that crumb tray back. (It’s a rare silver version I’ve managed to turn into a replicant of the new black color ). I’m not sure how many teeny tiny ornaments are hiding in it. I’ve vacuumed but they’re still in there.
Sometime later this month it’ll be my little Christmas present to the folks who brought us the GF
I should send chocolates too I expect - if I knew someone was going to open it up after it arrives vs sending it off unopened to a wrecking yard.
Not sure what they told you for how to figure out slot widths, but this is the law of sines in action.
In this case, it’s a 30/60 angle, so your slot width is sin(60)/sin(30) * material thickness + kerf adjustments.
To make it easier, it’s 1.732 x your material thickness and then do kerf adjustment to suit your “how tight does this need to be” needs.
For kicks, I built a spreadsheet and calculated for number of sides of a polygon to get the correct gap width, here you guys go… pardon the formatting, discourse doesn’t love tabular data:
So, let’s say you wanted to make a 12-sided “ring” of pieces that need to slot into each other, they’d hit at 150 degrees, and so the gap should be 3.732 x your material thickness.
Note for math nerds
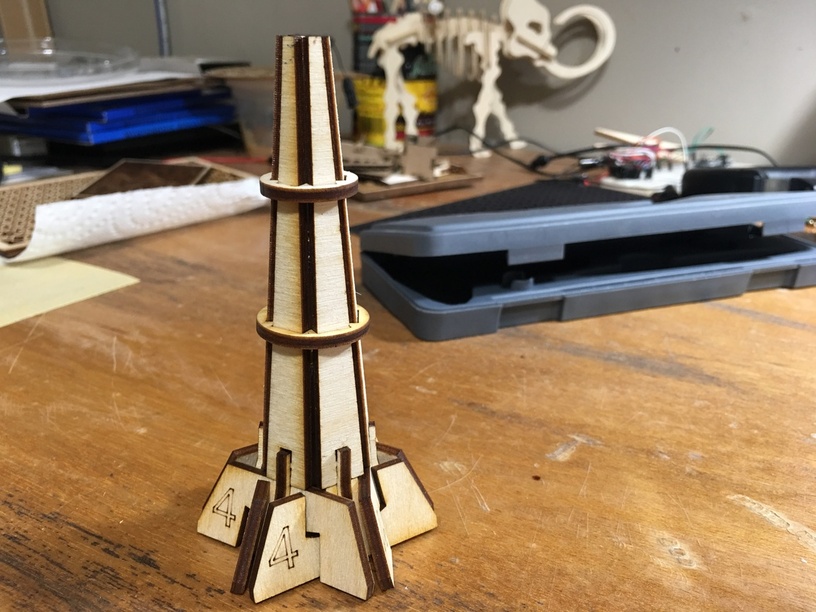
This only applies for material junctions that are orthogonal. If you start canting your faces from each other, slots get weird quickly. While you can suffer through it with trig, I found it was easiest to use 3d modeling software (Sketchup in this case) to derive the slot size and shape. Below is a picture of a 15-degree canted hexagonal slot system… The base pieces (“4”, as in 4th iteration of kerf testing) are canted in at 15 degrees, as such the slots are not rectangular.
Yeah, that’s it. But, it comes out with a slot that’s .0235 (including a .007 kerf) too large. Instead of .2235" I ended up getting a nice snug fit at .200".
I find that if I go slightly too narrow it snugs itself as you force things to the correct angle. Tension in the pieces holds things together really well. Much better to go skinnier than not here.