EDIT TO ADD:
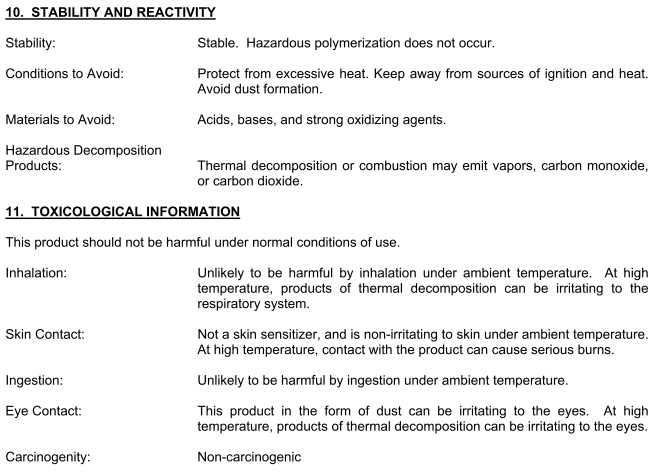
Per the SDS provided by the manufacturer, Sabic/Plaskolite Lexan XL appears to be safe for use in a laser cutter. (If you can get a good cut is still TBD.) Link to SDS, also posted below
SECOND ADDITION:
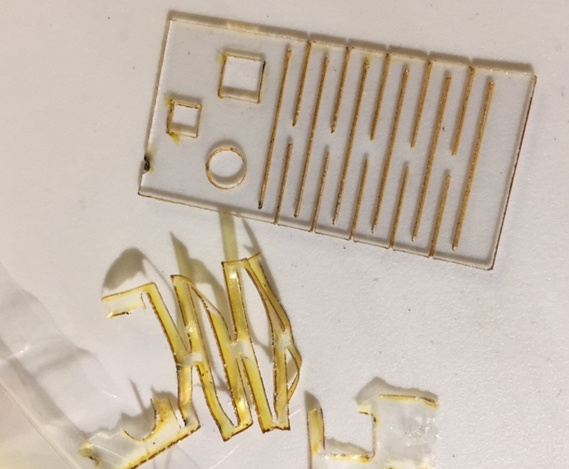
See below for a photo of what appears to be the best appearance you can get from cutting polycarbonate–smooth cuts, but brown edges.
For a part I want to make, I need something tougher than acrylic. Lexan/polycarbonate and PET-G are used for these kinds of products when you buy them. Since Home Depot carries Lexan, I picked up a sheet of 11"x14"x.093".
Upon further reading I have seen claims that some polycarbonate formulations contain chlorine. I wanted to start a thread to identify safe products and discuss cut settings. I know polycarbonate is not supposed to be the best material for laser cutters, but I have seen many claims that it can be cut successfully, so I want to try if it’s safe for the machine.
I believe this is Sabic/Plaskolite part number 1PC1114A. I also see this product referred to generically as XL10 Lexan, which is listed on Sabic’s page of UV-coated Lexan products.
Sadly, no documents are available from Sabic! I used their contact form to ask for the SDS. In the meantime, does anyone have laser-safe polycarbonate sources or cutting tips to share?
If you find non-chlorinated (which for real Lexan I believe is now the case) polycarbonate it’s going to take a bunch of trial & error to get the settings right. Start fast and low power. Probably going to want to start out with multiple passes. Lexan overmelts and can get slaggy & firey.
So I haven’t yet seen any signs that this stuff has chlorine, but I also haven’t yet seen what seems to be a 100% modern and accurate MSDS for Lexan XL10.
YMMV, but many makerspaces discourage or completely ban cutting PC / Lexan >1mm thick…
Cuts very poorly, discolors, catches fire. Polycarbonate is often found as flat, sheet material. The window of some (Chinese) laser cutters are made of Polycarbonate because polycarbonate strongly absorbs infrared radiation! This is the frequency of light the laser cutter uses to cut materials, so it is very ineffective at cutting polycarbonate. Polycarbonate is a poor choice for laser cutting.
Very thin sheets (<1mm seem to be) marginally safe.
Very thin polycarbonate can be cut, but tends to discolor badly. Extremely thin sheets (0.5mm and less) may cut with yellowed/discolored edges. Polycarbonate absorbs IR strongly, and is a poor material to use in the laser cutter. Watch for smoking/burning!
I’ll definitely be careful. Protecting the tray is a good idea, thanks.
I’ve seen enough user reports of good cuts despite the common warnings that it is worth a try… though if I could have picked up PET-G locally I probably wouldn’t have started this thread.
OK, good news. Sabic did send me an SDS dated May 2016, and I see no indication of corrosive combustion products. I’ll edit the OP, and post the full document below.
They also sent a “processing guide” which contains lots of guidance for things like vacuum forming Lexan. There doesn’t seem to be anything laser-specific in there but maybe it will be interesting to some future forum user.
So after all this work figuring out safety, I decided to return my piece of Lexan without making a cut. I found a good thread from a cutter company that discussed polycarbonate issues, and included pictures.
While you can get a clean cut, apparently you are destined to have discoloration, too. The parts I am making need to look nice, so I’m abandoning polycarbonate and switching to PET-G.
Here’s the thread if you want to read more, but I copied a representative picture below too.
Did anybody reach a good setting for polycarbonate?
I’m cutting a 5 thousands sheet (granted, it’s my 2nd short evening), and I haven’t quite succeeded yet.
Medium power (40/50) and Low speeds (150/200) are adequate?
I’ll get into it more over the weekend.
Also playing with Mylar, created my first fireball
After playing over the weekend wood settings, I finally got back to polycarbonate.
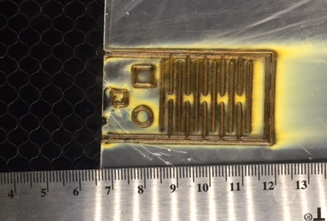
Finished a living hinge after many trials and plenty of melting.
Settings: 220 speed / 40 power / 3 passes. This can cut up to 30 thousands thickness. Removing protecting film afterward.
Also learned that straight corners are not really great, so need to add a bunch of radii on corners instead of straight 90 degs.
Here are a couple pics (after cut and after removing the film).
Also don’t see how you would eliminate 100% of the marks, so if you’re looking for pretty this will not be your material. I need strength for my project, so I’ll continue cutting this stuff for now.
Just got done cutting 1/16" lexan and it does yellow and leave a rough edge, but it cleans up nicely with alcohol. Need to use it for it’s better flex vs acrylic. Also - it does leave an ugly residue on the beam dump tray, which I haven’t investigated on cleaning up just yet.
I used the “thin clear acrylic” preset as a first pass, but gave up after the results I had. After reading further its not recommended and it leaves a big mess. I ended up solving my issue which was causing acrylic not to work in a mechanical assembly, negating the use of lexan.