I think a lot of people are confused about the thickness of the material versus the Focal Point measurement.
The thickness of the material information is entered into the Unknown Materials slot, and then that value is used to adjust the focus of the lid camera output to eliminate as much of the fisheye effect as possible, making placement on the material more accurate. If that value is not entered correctly, the placement alignment can be off by a LOT.
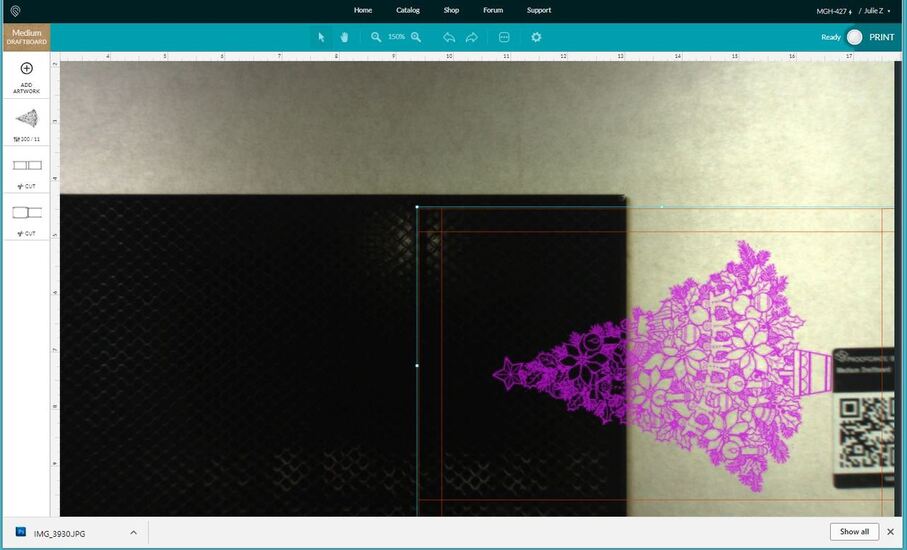
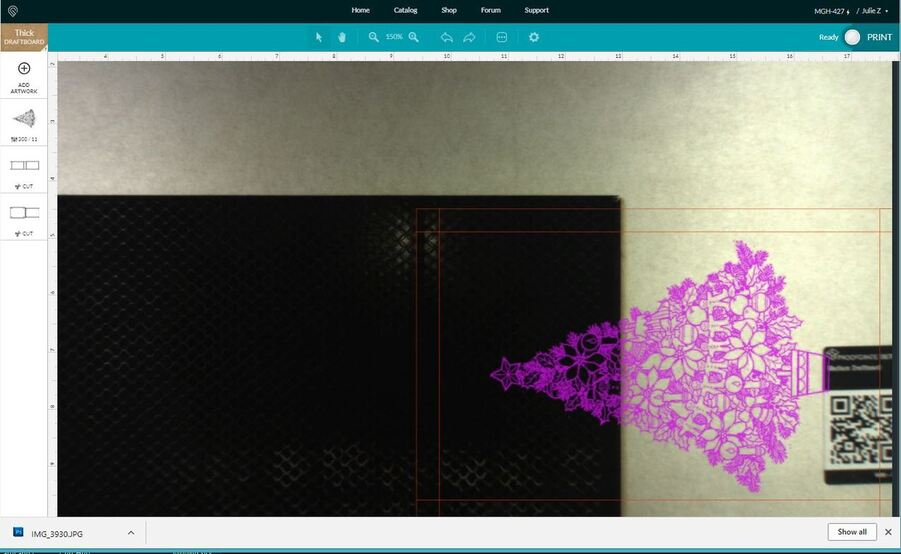
If you want to test it yourselves, put a design on the screen, and then change the material shown (using the list) from Medium Draftboard to Thick Draftboard. You can see how much the image you see moves. Mine is actually pretty well aligned, but first you can see the placement of the bottom of the tree against the sticker, with Medium DB selected, then when you change the Material to Thick DB (which it isn’t) you’ll see the placement appear in a different place. The larger the difference between the thickness of the material and what is actually in there, the more that placement is going to appear to be off of where it actually is. (Which is why thin paper and cardboard can be so far off - they are a lot thinner than PG materials.)
Okay, so that’s one thing that the entered thickness does, but the other thing that happens with it is the value is populated into all of the slots for Focal Point. The default FP on the machine appears to be a point either at the surface of the material for Unknown Materials, or just slightly below the surface of the material for Proofgrade Materials. (Reason for that I believe is to punch through the thicker veneer, but I’m just guessing…the default generally works perfectly for the PG materials, but it does seem to be set slightly below the surface. I measure the material.)
If that information wasn’t automatically populated into the FP settings slots, we’d have to put them all in by hand, which is a royal pain in the tush. If you put a Focal Point distance in the slots (because you can set a Focal Point at the base of the material, at the middle, or at the surface of the material, it is going to override the value loaded by the Unknown Materials height (again which assumes the FP at the surface of the material.) It’s because they use the surface as the FP that everyone is getting confused by this, but you can set your FP anywhere inside the material, or above it. What changes when you do that is how the beam (X shaped) is dispersed through the material, and you are going to see some incomplete cuts, wider kerfs on the top and/or bottom, and strangely shaped cut profiles.
And, I’m getting off topic. Sorry.
The red dot laser might just be correcting the warp for placement of interrelated parts of the designs, it’s not calculating the actual height of the material or inputting it into the slots for Focal Point. For all the machine knows, we might want to cut the thing out with the Focal Point on the bottom of the material instead of the top. (Don’t recommend it, it really makes a mess with charring, but I have tested it.)
This is one of those things where if we want to have the option to do other things with the machine, they need to let us set it. They make it as easy as possible for those who don’t want to mess with it by auto-populating all the necessary Focal Point slots with the value when we put it in one place (Unknown Materials Thickness slot), but I don’t always want them telling me where to set the Focal Point. (Call me a rebel, sometimes I want to go my own way.) 

 ) based on the red dot measurement as well. Might have nothing to do with setting the FP.
) based on the red dot measurement as well. Might have nothing to do with setting the FP.