I’ve been searching the threads for tips on 1/2" acrylic and most of the notes were from back in 2017.
I’ve seen that @scott.wiederhold recommended cutting with the following settings:
.433 focus height
3 passes @ 100% power, 120 speed
I know that there have been changes to the GF, so I’m wondering if these setting still hold?
Also I’m planning to engrave some text, reversed into the back of the plastic (making a plaque), and I’m wondering if it makes sense to maintain the material height of .433 focus or a true .5 focus height. (Yes, I could do a bunch of test and waste expensive material, but figured I’d ask first!!)
I saw posts on defocusing to polish the engraves, but in those cases it wasn’t engraved text. Is that recommended for text or just patterns??
I’ve typically preferred SD engraves over HD engraves, any thoughts on this with 1/2" acrylic?
Lastly, I know folks have commented on removing the backing paper first in some cases. Does this apply to the acrylic? Will it be better to remove the paper before engraving and cutting?
I’ve never tried to cut 1/2" acrylic, so Scott’s recommendations are your best bet for starter settings, just wanted to warn you about a couple of things…make sure you are using 100% power not Full Power, and watch it during the whole print. Don’t walk away for any reason, and be ready to pull the plug on it if it catches fire.
For the three passes…cut one pass, let it cool, cut another pass, let it cool, etc. Don’t just set it up to do three passes in the interface.
For engraving your text, SD engraves will be more shallow and less “ridgy”. Draft engraves would be even better. Multiple draft engraves without shifting the material will give you the best of both worlds. And you probably don’t want to defocus the engrave…the text will be less visible if you polish it out.
Leave the paper backing on. I’ve recently been working a lot with clear acrylic doing deep 3D engraves, and if you remove the masking, you can develop a fine “fog” at the edges where the air assist scours the edges with acrylic dust. It melts onto the edges and has to be scratched off with a fingernail. (Would take a very long time with text.)
I will extra cautious based on your recommendations! My initial inclination was in fact to do 3 passes in one shot, so I won’t do that!
The point about the power at 100 vs Full was also a great call!!
I will be doing some tests with some material initially, but hopefully this will minimize the amount of trial and error I’ll go through…and lower the fire risk!
Doesn’t scratch? I’ll definitely try it…I’ve got one to clean off now. (After spending four hours engraving one of those things…I sure as hell don’t want to scratch it even a little bit.)
Nope, polished it up nicely. I have a little collection of hospital toothpaste tubes in my craft room now, after our surgical adventures of the past couple of years.
I did a test where I made my design smaller to minimize the waste. I copied the Proofgrade settings for the Draft engrave for Thick Acrylic and used those settings for my 1/2". I made the engrave do 2 passes. At first glance it seems like that may have done a good job. I may need to try 3 passes just to see what happens.
The cut, however, did not go all the way through the material. I did 3 passes (a break between each) with a focal height of .433 . I then thought that I’d try an additional pass at .50. When I removed the material and viewed the bottom, I could see the design on the paper (meaning I was almost there) yet it did not cut through. I’m thinking I’ll do more tests just with the cut to see if I can get it to cut all the way through.
Any suggestions on how to approach that? Right now the settings for the cut were:
Speed 120
Power 100
Focus height: .433 then finally I tried .50
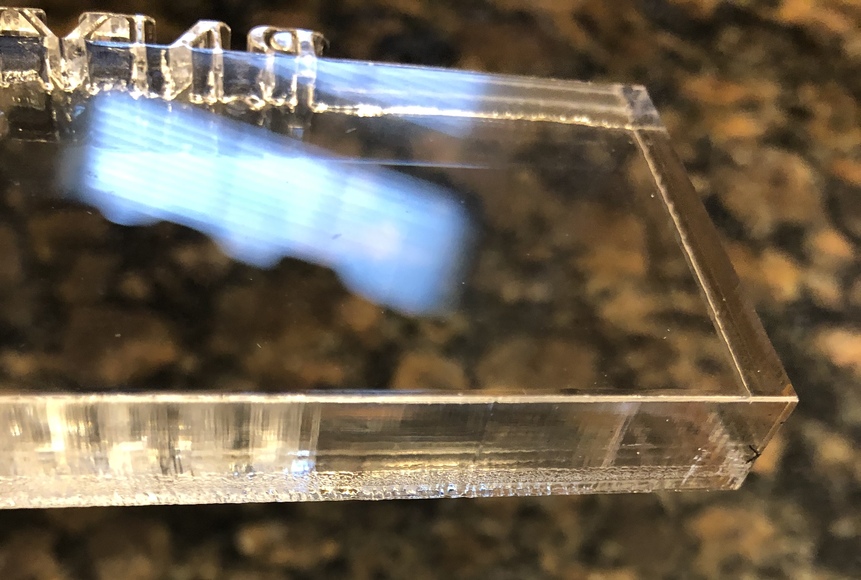
I did a test of just the cut portion using Full Power (3 passes), 120 speed, .433 focal height and I was able to cut through this time. I do notice that the bottom edge (edge that sat on the crumb tray) is a little jagged compared to the top edge.
Hopefully the photos will help you see what I mean.
During the first cut I could see a bit of a flame and thought I may need to pull the plug but it went away as the cut continued. I took a small break between cuts, maybe 1-2mins each between each pass.
Nope, you’re doing fine. One last pass at higher speed (250) with the focal point set to the midpoint of the material (0.25 inches in this case) might take care of the rough edge at the bottom, but if you don’t want to risk it, I’d say you’ve got it.
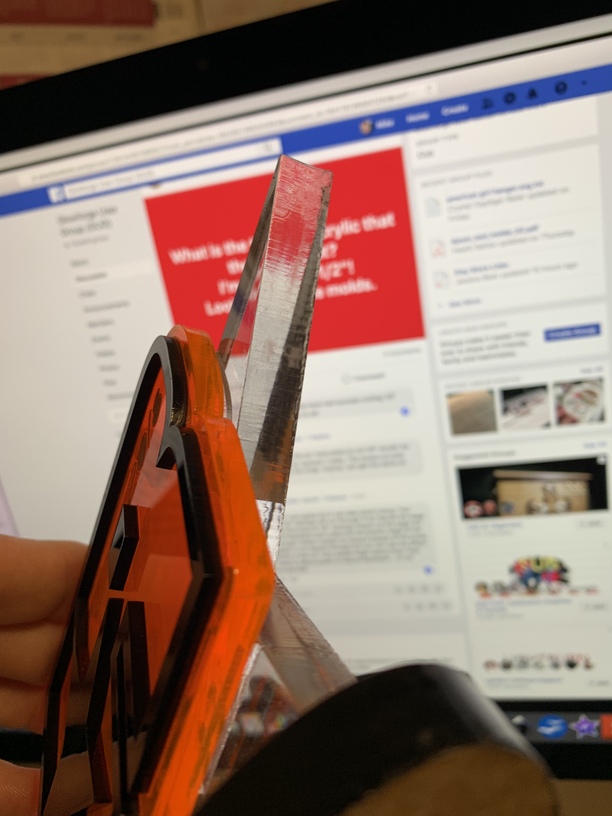
I did a bunch of tests today with a 2" square to see what results I could get. I still do not love the overall cut. The top half of the cut looks great to me but as the laser cuts through the bottom half it gets ridges.
I tried:
.50, 120 speed, Full Power, 3 passes… results? flame for first run, one spot still slightly connected, edges mainly smooth will slight ridges
.50, 130 speed, Full Power, 3 passes… results? Not all the way through the material
.50, 115 speed, Full Power, 3 passes… results? best yet! Had to push through main piece
.4550 115 speed, Full Power, 3 Passes…results? looked very good and came away clean from the main piece!
.4550 110 speed, Full power, 3 passes…results? good but 115 speed was better
.4540 115 speed, Full power, 3 passes,good but .4550 was better!
.4550 115 speed, Full Power, 2 passes…results? Doesn’t cut through
.4550 115 speed, Full Power, 4 passes…results? finished edge was okay but not better than the 3@FULL
.4550 115 speed, 100 percent, then 1 at full then 100 percent…results? Ridges feel rougher, harder to get out
.4550 115 speed, 100 percent, then full then Full…results? Ridges feel rougher, harder to get out
.4550 115 speed, 100 percent, 4 passes…results?..hard to remove…
**I did notice there were less flame-ups at 100% power vs FULL power, however 100% did not cut through in 3 passes as nicely…
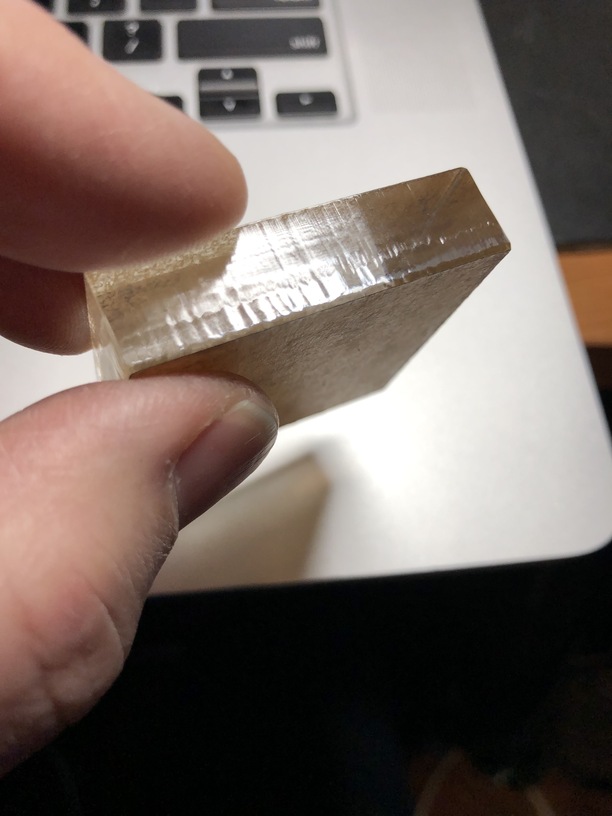
I zeroed in on .455 as the thickness, 115 speed and Full power for three passes (small ~1min) break between each pass. Your mileage may vary!
I assume a “real” shop would then sand the edges and use a torch to make them clear again, but I’m not sure I have the energy for all of that!
When you guys talk about “passes” I can’t ever get my GF to cut the exact same path as it did before unless I put it in the settings which as you know, only goes up to 3.
When looking at the screen after it’s cut, it looks off, when I try and line them up, they’re literally money on on screen but so off on the cut.
Don’t try to re-align the second cut. Just hit Print again. (Yes, it’s a leap of faith, but it will print in exactly the same place that it did the first time if you did not shift the material on the bed or the design on the screen. Try it on a scrap to prove it to yourself.)