I used to run it before putting the next type of filament on. With PLA, (esp.if you live in a humid area), you will want to retract the remnant when you are done printing and store the spool in a bucket with desiccant when you’re not using it. (To keep it from getting brittle over time.)
I would remember what I printed last, so that worked. If you just finished printing PLA, and are going to print PLA again the next time, you don’t need to run cleaning filament. Most of the time, unless you are specifically testing for something, you’ll tend to print with the same type of filament anyway.
If you’re going to be around when the print finishes, and you don’t mind doing it then, and you know you’ll be printing something different the next time, you can run it after you finish a print. But I wasn’t always sure what I’d be printing next, so I tended to wait until I knew I needed to run it.
Just once between each set of filament “types” is fine, either after finishing the last or before starting the next.
And you’ll want to learn to print just one type of filament first…every type has it’s own quirks and vastly different print settings. If you only print PLA, you don’t need to worry about cleaning filament. (Or only ABS.)
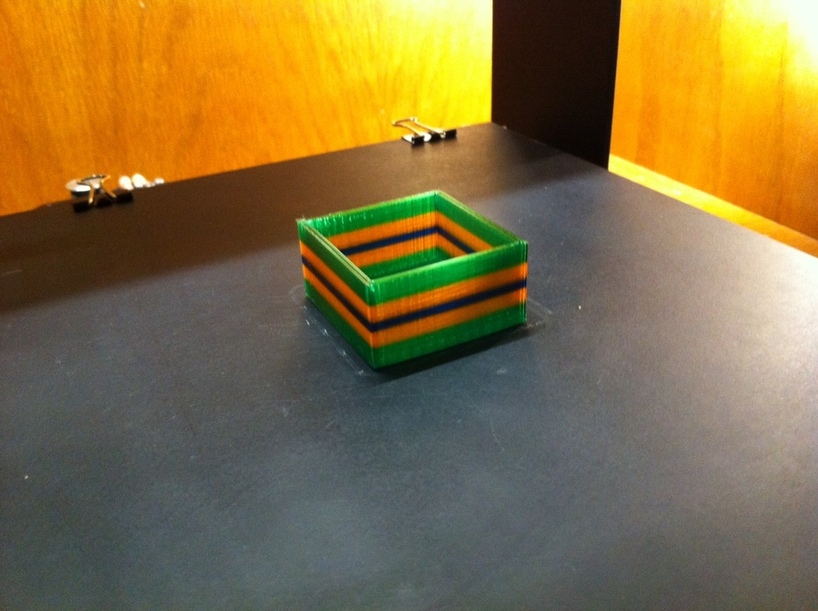
Yes, there will be a little bleeding of colors…you can purge a little (just shoot a little melted filament into thin air, then remove it, before beginning the main print), to clear the remnant in the nozzle.
Or you can get some really neat multiple color effects by just feeding one color in after another and let the print continue uninterrupted.
Or you can pause the print and switch colors but that is a little trickier if you are shooting for accuracy. (Might require getting into the code and making a change depending on the printer you are using. I’ve got a write-up for the process on the M2, but I’m not sure it would work on other printers. You’d be able to get a lot closer than chasing filament though.)
Both of the multi-color prints shown above were done with a single nozzle printer. The second method is much more accurate, but a bit more of a hassle to pull off.
Anyway, you’ll have lots of time to get into things like that once you get the machine. And it’s different for every printer, so you don’t have to write all of this down right now. 
 )
)