I’ll share this curiosity, even though there’s probably no explanation to be found, and there’s an obvious workaround (use more power).
I prefer to cut puzzle pieces using the lowest effective power. Occasionally I get spots where the laser failed to cut all the way through, resulting in the piece getting a ragged torn edge at that point when I pull it out.
Previously I’ve assumed (maybe incorrectly) that it was caused by a knot or other irregularity in the material. This time I decided to recut the failed pieces, and was surprised to notice the failure in the exact same spots, even though the pieces were cut from a different sheet, in a different order, in different places on the cutting bed.
That seems to rule out:
inconsistencies in the materials
Defect at a particular spot of the belts or wheels
A regular repeating pattern of power fluctuations.
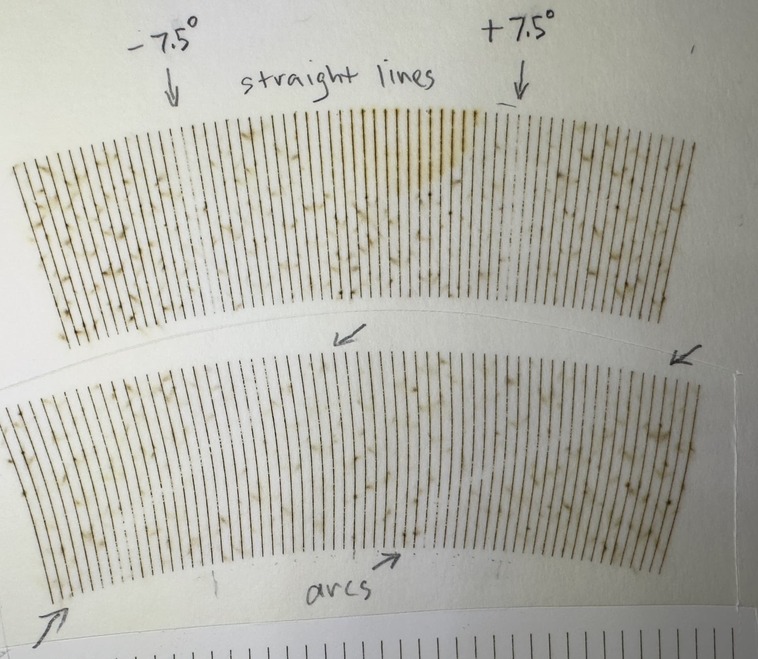
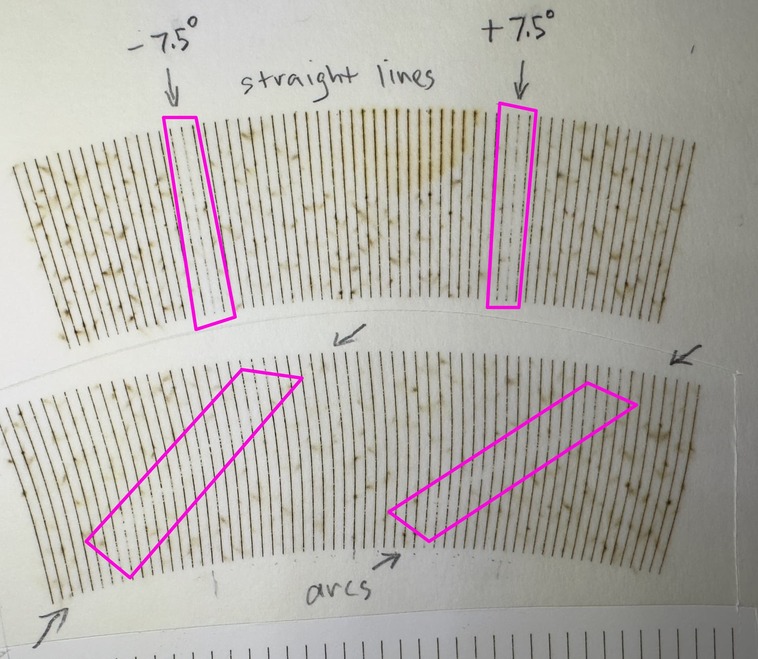
The photo shows the first cut on the left, and the second on the right. It’s a little hard to see; I’ve circled the spots where the paper got visibly torn rather than cut.
I don’t think it’s coincidence. I have more examples not in the photo, and a third cut gave the same results.
The commonality seems to be the angle of the cut: it happens at a shallow angle to the y-axis. I tried rotating the pieces slightly, and the result seems to confirm it: the failure spots moved slightly along the edge’s curve, so they occurred at the same angle relative to the y-axis.
As far as I can tell, there’s nothing special about those spots in the SVG path. Sometimes they’re near a node, but sometimes not.
There could be something in the file that is not obvious since you have ruled out material. It might be interesting to have someone else try cutting a segment of your file to see if the issue repeats on a different machine or different material like cardboard or cardstock. Also, you could try enlarging a segment that has this issue and see if it repeats at scale.
Your tests have ruled out any mechanical or optical influence, so I’d have to think it was power related, possibly an instability in the power supply. Since you’re operating at the lowest effective power settings, it’s possible that there is an increase in load being caused by the stepper motors at that particular angle of travel. and since the issue has not been limited to any particular area of the workspace, it’s not likely being caused by an obstruction, just something about the combination of movements.
If I were going to troubleshoot further, I’d look at swapping the X and Y axis stepper motors, to see if the issue is either resolved or changes orientation.
This is really interesting. I like how @yoyodyne2112 is thinking, but a software bug is still possible, IMHO. For example, they have never fixed the circle cutting bug to my knowledge.
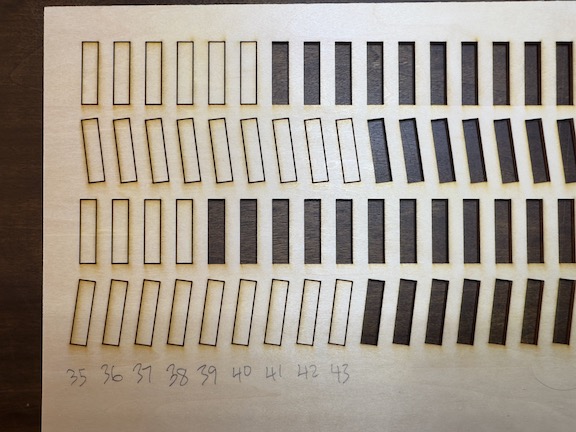
Here’s a better test pattern, not relying on visual interpretation. The rectangles, some straight and some at 7.5°, are cut from 1/16" unmasked plywood
one column at a time, from left to right
at a speed of 169
at powers ranging from 35 to 54 in increments of 1 (from left to right)
I then shake the sheet to see which pieces fall out.
Result: the 7.5° angles needed approximately 10% higher nominal power setting.
I haven’t yet tried different speeds to see if it makes a difference. I know that it still happens with nearby speeds.
It’s worth reporting this to Support. They can confirm if it’s your machine’s power supply or a problem with how the motion pathing is working more generally.
I tried some other speeds, and found that the affected angle is different: the lower the speed, the greater the affected angle. At speed 160, the angle is around 8.5° or 9°. At speed 250, it’s 2°.
(This made me speculate that it might be triggered by a certain speed of the x-axis motor. But no, the specific angles aren’t consistent with that.)
Yes, I’ll try to find the time to report it with a proper write-up.
So, I’ve been going back and forth with Support on this. (Note, they won’t offer any support for cut problems that aren’t on Proofgrade material with default settings. I was fortunately able to reproduce it with a PG material.)
They said: “…your printer is moving too fast to cut through correctly which is an error that can sometimes creep in over time. The adjustment I would be making would correct for that”
Has anybody else needed or received this kind of adjustment? My guess is that they’re just going to slow down the printer universally (not just for the problematic angles), which would achieve their goal of making Proofgrade cuts work, but not my goal of getting consistent cuts at all angles. They are declining to tell me any details about the adjustment.
And I can’t imagine how “moving too fast” could “creep in over time”. It would be much more plausible for the laser’s power to degrade over time. If that is in fact happening, a speed adjustment would be a reasonable solution, cheaper than replacing the laser component. But it still doesn’t address the problem I’m talking about.
Can you share a minimal test file that reproduces the issue on Proofgrade? Maybe we can do more reports. If they are blaming machine age, maybe someone with a new machine can help out.
Bugs like this … Bug me. There are enough things to worry about without being able to trust that your settings are working as they should.
I am not one of them, but there have been a number of us where this is what support did for them. It’s generally a sign that the tube or power supply is degrading. Though if it’s a newer laser it could be it wasn’t quite right calibrated from the factory.
Could be wrong but from what I’ve gathered the power supply abruptly stops and the tube fades away over time requiring universal slowing or increased power until useless.
So it has not (AFAIK) caused any issues for me, but when I’m doing faster cuts now it will wiggle my machine from the force of the stop/starts. I’m 100% sure it didn’t do this at the beginning…so maybe there is something to speed creep!
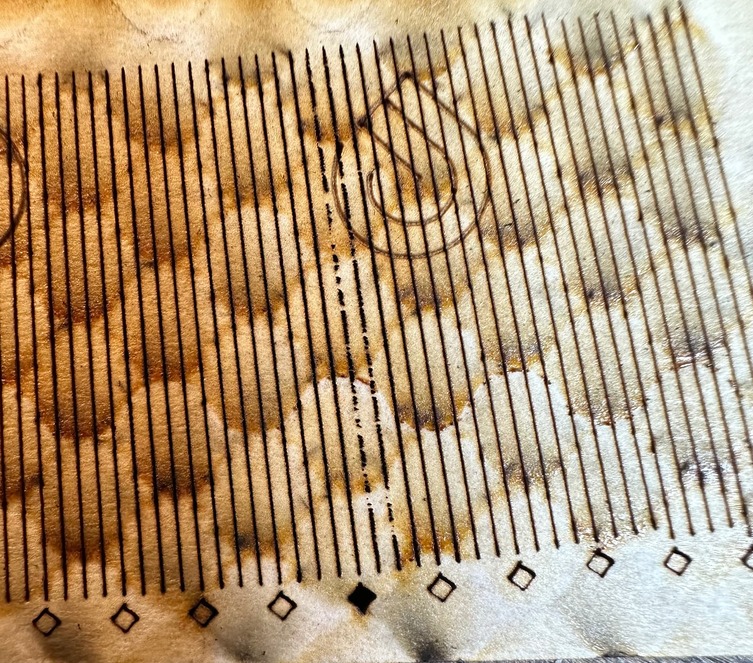
Yes, here’s the SVG to test cuts at different angles. Each diamond marker is 1°.
Here’s the outcome for Medium Draftboard (bottom view) with the PG cut setting (speed 183, power “full”). You can see it didn’t cut as strongly at angle 6.25°. This is consistent with my previous observations of how the affected angle varies depending on the speed (lower speed, greater angle).