I’ve been messing around with kerf adjustments and inlays and all that fun stuff, and i’ve noticed at very small increments the GF seems to no longer respond. Is there an official working limit for size increments the GF can handle?
For example, I was trying to cut a 10mm square and the kerf boned me, so I adjusted 0.08 for the maple ply and noticed I was still .01 short so I adjusted to 0.005 and it seemed to make no difference, or my calipers aren’t high enough quality to reliably measure it.
But yeah, at what point am I spinning my wheels with the GF?
Everything I’ve heard says that the Glowforge has a resolution of 1 thousandth of an inch (0.001") which is roughly 25 microns (0.025mm). So a change of 80 microns would be roughly 3 thousandths of an inch, 85 microns would also be roughly 3 thousandths of an inch.
Even my expensive calipers only have two digits after the decimal point so would not resolve 0.005mm. I have a very expensive micrometer that would though as it has 0.001mm resolution.
I think the GF actually has a resolution of 0.01875 mm based on the 1355 LPI setting.
.01mm is .00039" or roughly 1/20th the average kerf width depending on the material and its consistency.
Don’t think you’re going to be able to hit that reliably or repeatably even if you could adjust for it.
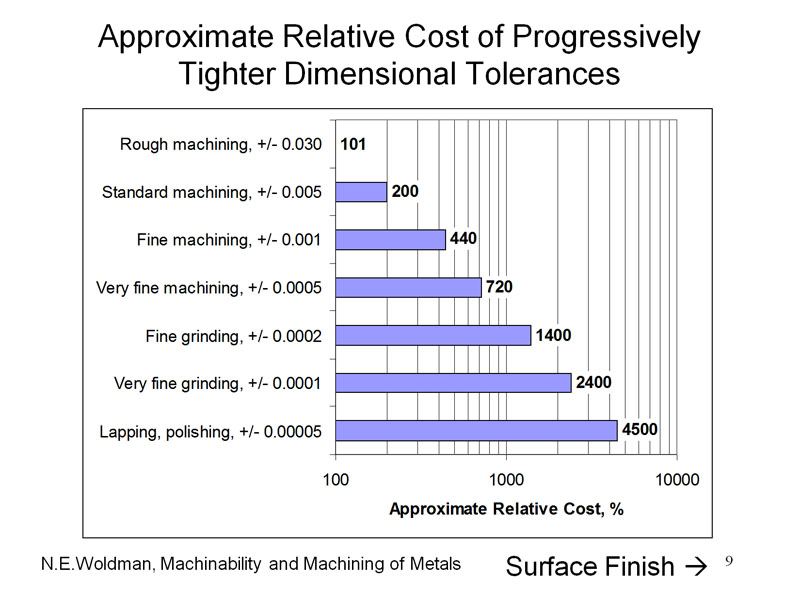
When you get into .0005" territory on a machine process, you’re getting into some extremely fine (and very expensive) tolerances. It’s going to be virtually impossible to tag that with any laser.
Great info here, which highlights why I made this thread. What should I expect to hit consistently with the GF? That way I know to just jump to the nearest tenth or whatever.
I go to hundredths because although my calipers display 3 digits, I’m not convinced that’s true resolution vs just available digits in the display and because I’m not that good with it
i did create a little slot calibration tool with different sizes to see what works with a piece of material. Then I cut & paste the slot that works into my design as needed. Ditto for finger joints of some handy sizes (1/4" to 1" wide and 3mm, 1/8, 6mm, 1/4" thick). Came in handy this week when I realized my medium Draftboard is 1/8" and not 3mm
That actually depends in part on the materials, speed and power settings used so it’s somewhat variable, because any variance in material, power or speed can affect the width of the kerf, which then affects the overall dimension of the cut material.
As far as the motion of the head/gantry itself, I would not count on it being able to resolve anything tighter than 1/1000" (.025mm) which is still pretty tight, almost negligible for people not making machine-fit parts.
Personally, I would not worry about compensating for anything tighter than the kerf width. I have seen people mentioning on this forum kerf numbers like .007"(0.1778mm) to .009"(0.2286mm) and that’s slim too! I mean, close and zero your calipers then open to those dimensions. The gap is tiny, it’s almost not worth compensating for in some cases.
My kerf in Baltic Birch, PG maple ply, cherry ply and Draftboard comes out to .007-.008" I haven’t measured other PG materials. I tend to use .01" which is generally snug but not gindingly tight and will allow for thin CA to insure long term fit.
I made a small F360 file that is nothing but two small box-jointed pieces ( I call it the kerfinator) for testing with different kerfs as how a joint fits is more important than what calipers say. Most wood products have come in right around 0.21mm
When I am making friction fit tabs and slots for acrylic, I regularly adjust in increments of .001" to make the joint tighter. Some of that depends on thickness of acrylic and exactly what I shapes of cuts I am doing, but it does make a difference.
Yep, the issue was I was converting from inches to millimeters and doing ultra tiny increments. Knowing the limit is great though as I can more quickly adjust to something I know the machine is able to handle.