There are a handful of you here …thrilled to have your expertise in the mix! While we’re waiting for our gear, would you be up for running a couple experiments and/or sharing your experience with using different materials with your laser?
First question - I work with allot of metals (yes, read all about Cermark/MolyD on Stainless), would like to actually see what a 40 - 45w laser mark (not etch or cut) on Titanium looks like. Would be happy to send you some titanium to test!
We’re always looking to test new materials / techniques. Have Cermark + an 80W laser. Send over the titanium and we’ll give it a go. PM for the address.
Since Titanium will change color with the application of heat (rainbow effect, depending on how hot the surface gets and how long it stays at that temperature), I would be really curious to see whether a Glowforge laser can reliably (and even better, controllably) induce those color changes on raw titanium!
I too am really interested in anyones experience putting Ti in a laser.
Having made a lot of titanium jewelry in the past I have experimented with this a bit and I know that:
If any change can be induced at 40-45 W it will depend a lot on the thickness. Thin sheet will color a lot faster then thicker stock.
The alloy matters. Some alloys show a lot more change then others, and the best is “commercially pure” or grade #1.
If you want control, it might be better to use the laser to cut a frisket or remove a resist, and then use the normal anodizing process to produce your colors.
Also, if you want a good source of Ti (and Nb) try this place: http://www.reactivemetals.com/Home.html
They have been selling small quantities to jewelers for years.
Titanium never really turns black, so you would probably be better off marking it with one of the compounds (if they will stick). Titanium dioxide is very white, and is what they put in almost all white paint these days. The rainbow colors are interference effects from extremely thin layers of the stuff, but if you over heat or over anodize it turns splotchy white/grey.
If you hot work it (like red/white hot) it will turn grey or reddish when you forge it, but the colors are mainly from iron oxide picked up off the forge, anvil, hammers etc.
He shows a bunch of different surface finishes which is great.
One thing he did not try is an etched surface, which always worked the best for me when I was anodizing. Reactive metals studio sells a “relatively” safe etching solution they call multi-etch.
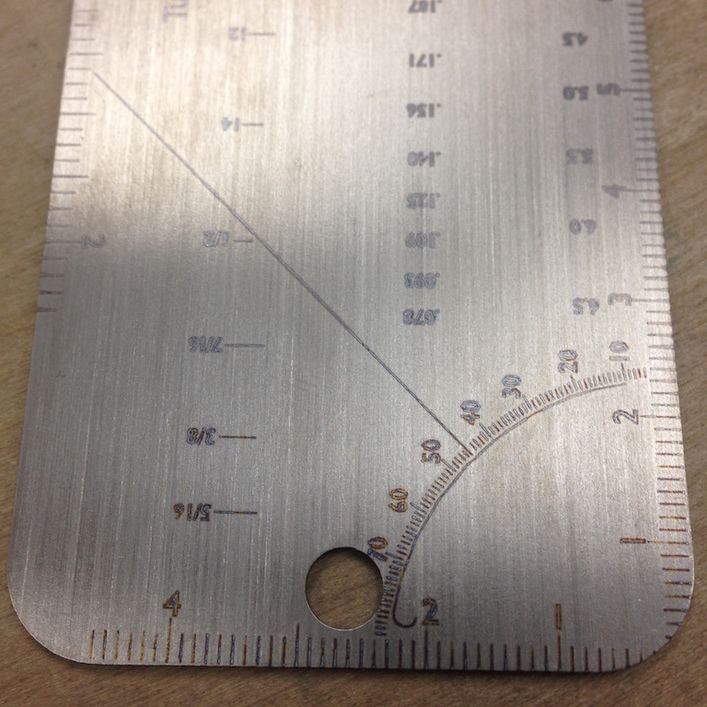
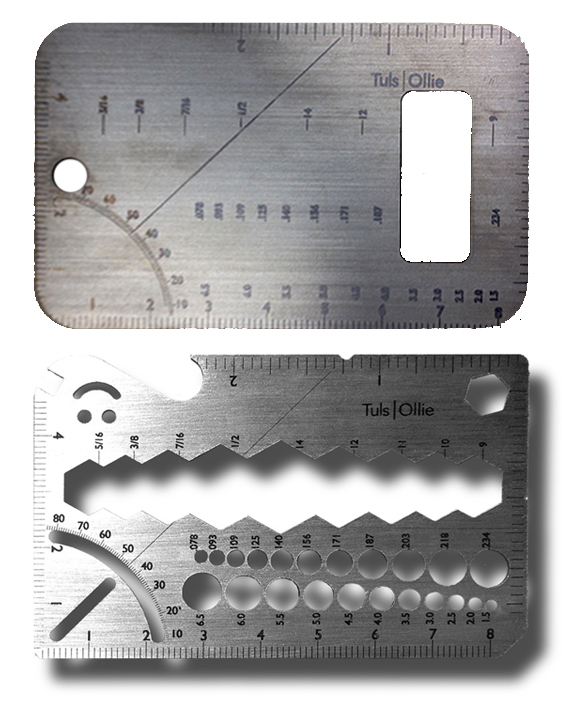
Test done. CerMark definitely works on titanium. Used ~ 15 Watts power, at 2500 mm/min speed. Marking is very good, but the kerf is a bit wide for the scale of this design. Also, would be best to use a laser-optimized font like Hershey Text for the letters and numbers. Our focal lens is better suited for cutting thick materials than for fine engraving so the shorter focal distance and finer kerf of the GF will likely give even better results!
Definitely dark, but try scaling up the art to 100% so the red guidelines match the outside edges of the card. Can you get a dark mark without Cermark? That’s the real question - can the be cut by an outside serve and marked by the GF?
Sorry. Misunderstood and thought you wanted to test CerMark on titanium. Here’s the same pattern at regular scale on bare titanium. The results were really nice. A bit of inconsistency in the coloration of the marks, some areas tended towards a whiter mark. That could be due to oils from handling as I didn’t wear gloves for this test. Smaller numbers would still benefit from a laser optimized font.
Thanks so much for doing this. Will certainly look into laser optimized fonts - looks like the passes you made didn’t fill in the letter forms, wonder why. Certainly looks like CF can do the job of marking titanium with a bit of tweaking. Yes - titanium really soaks up the hand oils, hard to keep it clean…
A cleaned up side by side comparison with an industrial YAG laser mark for reference:
With some optimizing of the settings you can definitely get better results. This was more of a quick and dirty test to see if you can mark at all within the power/speed limits of the GF. Not sure if you’ll reach solid state metal marker levels of consistency.
I find that a little funny as you have no idea what they are. Wound have been better to send the sample the GF directly and let them do the test on a actual GF unit.
Sorry you don’t like facts.
The GF is a 100% different laser than what you used for your “so called” test.
To even make a post stating that someone will get results one way or the other without doing the test on a GF is nothing more than confusing people. Not cool!
Now if you want to call me a troll, I suggest you go back and un-edit your posts and let the members decide who the “troll” is.
And please list the tech specs of the laser you used.
Let’s pause this exchange here. The purpose of the thread was to ask current laser owners/users to run small material etch/mark/cut tests while we’re waiting for the GF to arrive. @fablab_elpaso was nice enough to run a 45W test on some of our titanium, I’m thrilled to know that it’s ‘possible’ - we’ll work on the details later.