Thanks @jbv, super helpful and informative to define the difference between Rasters and Vectors.
Raster are made of pixels and are not good candidates for Resizing, but are typically better for blending of colors or shades.
Vectors are made of mathematical equations and will not lose any resolution at any size, but are better for high contract applications like logos.
Since Vectors define the outer edge of the design element, the laser-head movement would be a continuous line around that particular element. Since Rasters excel at blending colors and shades, the laser-head movement accommodates for this by moving left-to-right and combines many lines (lpi - lines per inch) to create the same effect.
No I don’t go resend the file. By the time I start burning vs engraving the boxes that aren’t burning aren’t really usable either - too much char. It’s the lower right of my box set (higher power, lower speeds) that are the ones left. No point in resending it with those other boxes enabled.
You have it sort of right with the 10p-100s 20p-100s approach. But mine has the lowest power levels run then as I step up the power I deviate a bit in the order I tell the laser to do the boxes - I know from experience that on the 60W that 400mm/s at 50% power is a nice engrave generally on baltic birch. So when I get into the 70/80/90% power levels I adjust the order where speed controls the order vs power - I’ll step through 1000mm/s, 800, 600, 400, 300, 200, 100 at a power level before bumping to the next power levels (80%, 90).
But this works because I did my calibration tools after I had used the laser so I knew where to start. Your way will work as well but you will have to run a couple or few iterations so you can see at what point you want to stop ordering by speed and start ordering by power or making an educated guess as to where it is going to start to char.
It’s the setup that takes all the time. Once you’ve got it working, running a new set on a new piece of material only takes 1 run of the laser.
Another type of “stupid newbie question” that is related.
When testing a brand-new material, is there a difference between testing for engraving and testing for a cut?
near the top of this thread (post 4 by @ernesto.a.ramirezr) is a picture of cherry that has gone through all 100 combinations of speed and power, and even at 10 speed and 100% power it doesn’t look like it cut through. Is that saying that the laser is not powerful enough to cut Cherry? Or is this an engraving test?
I’ve heard that the laser can run in multiple different ways (continuous and pulsed) and I’m wondering if we also have to test for that? so two of these test pieces?
Now add a third variable: lines per inch. So you can think of it in terms of density. low power, high speed but high resolution will look different from low power, high speed, low resolution.
Disappointingly, Manual Selection of Proofgrade Settings is being removed from the GF user interface, as confirmed by @dan
Although possible at the moment, it is still unclear whether we will be able to see the PG settings for each material if you do not own a piece of the PG material for the GF to first recognise.
Tony just told me I may have that wrong - I’ll bow out of predictions for the shipping software experience for the moment and let the results speak for themselves.
A forth variable is the focal distance. If the laser is defocused, the mark will probably come out darker. Of course, the more the laser is defocused, the less crisp the mark will be.
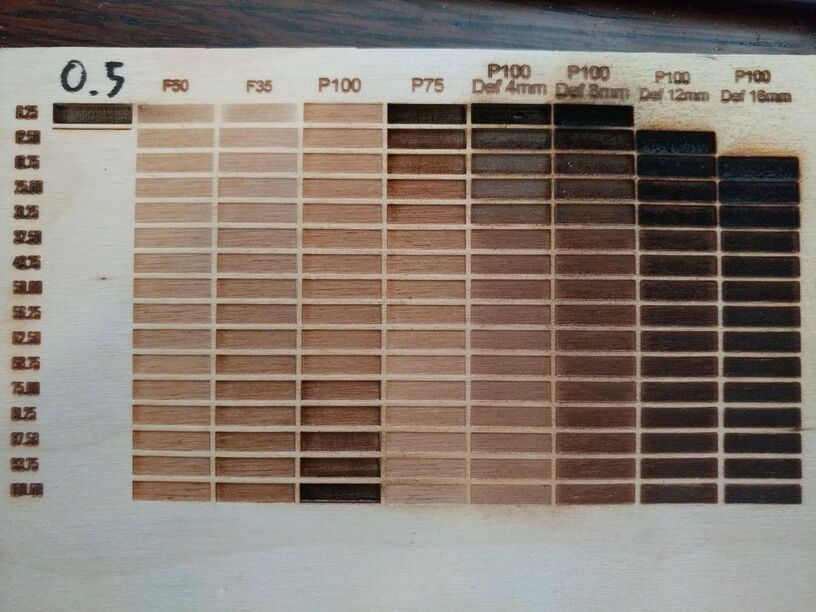
I haven’t done a whole lot of marking/engraving, but here’s a photo of an early test I did on some Baltic birch. I kept either the power or feedrate constant in each column and varied the other parameter. The values on the left show the variable values (except for column 3, labeled “P100”, which was flipped top-to-bottom).
I wish this image was better, but it was something I did pretty early on and it was only to try to figure things out a little. Another flaw in this test is I had the feedrate too high for many of the rectangles - my machine doesn’t seem to be able to accelerate much higher than ~30% speed in such a short distance. You’ll note that the 37.5% - 100% feedrate rectangles are very similar looking.
To convert the numbers into something more meaningful, this was done on a 30 watt laser with a maximum feedrate of 2.8m/sec. (So, for instance, the 6.25% feedrate engraves would translate to a feedrate of 175mm/sec.)
It would probably be good for me to another test like this, but I don’t really need to at the moment; if doing this sooner rather than later (and posting a picture) would be helpful, lemme know and I’ll try to get it done before long.
Thank you all for the replies, this is certainly helpful to realize that a test cut isn’t JUST a test cut, it seems to be a lab level experiment to really dial in all the settings. I’m really hoping I can start out with the simple power vs speed thing and then once I’m comfortable with those (with a STANDARD lpi) then I can start messing around with Lines Per Inch and defocusing.
One thing I hadn’t really considered is that “defocused” isn’t necessarily all that defocused, at least from that image. The spot may be bigger, but doesn’t really look blurry. (Which might end up being useful for some things where you’ve got more than enough resolution but smoothness might be useful)
Not really. Like anything you can make it more complicated. There’s a fair amount of tolerance within pretty wide ranges of settings as @Hirudin shows. You’re going to find a set of parameters that work well for the materials you use and you’re likley to use pretty similar materials a lot. When it’s a new material you’ll play with it a bit to get something you like and then you’re done. You’ll drive yourself crazy if you chase “perfect” because that can be so subjective.
The operations in the Glowforge are determined by different colors of the vector stroke or the filled, closed path. Each different color comes in as a different operation. Paths are cuts/scores, filled shapes are engraved.
In the operations sidebar there are thumbnails that represent the different cuts and engraves. You choose speed and power for cuts/scores and speed, power and lines per inch for engraves.
You can also make a series of grayscale squares with different percentages of black and then use the variable power engraving settings.
Heh. While your point was certainly made, I think you can actually come close in a raster-based application like Paint. If you make your test grid with as many varied shades of gray as you’d like and set that operation in the GFUI as Vary power I think you’d get close to what you want. So in my example below, I believe you should be able to get 256 levels out of a your grid (if you had 256 segments). You’ll lose any fine control this way, but it may be close enough for your needs if you don’t want to learn a vector-based application like Inkscape or Illustrator.
Forgive me if I missed this in the thread (or somewhere else), but has anyone shared a file that’s already set up for this? (Different colors for different power/speed combinations, etc.) For those of us who are completely new to lasers, and are trying to learn everything at once (kerf, etc), it’d be handy to have one less thing to worry about!