I had seen @dan mention the problem with knots in plywood. And today got a lovely example of it (pretty sure at least).
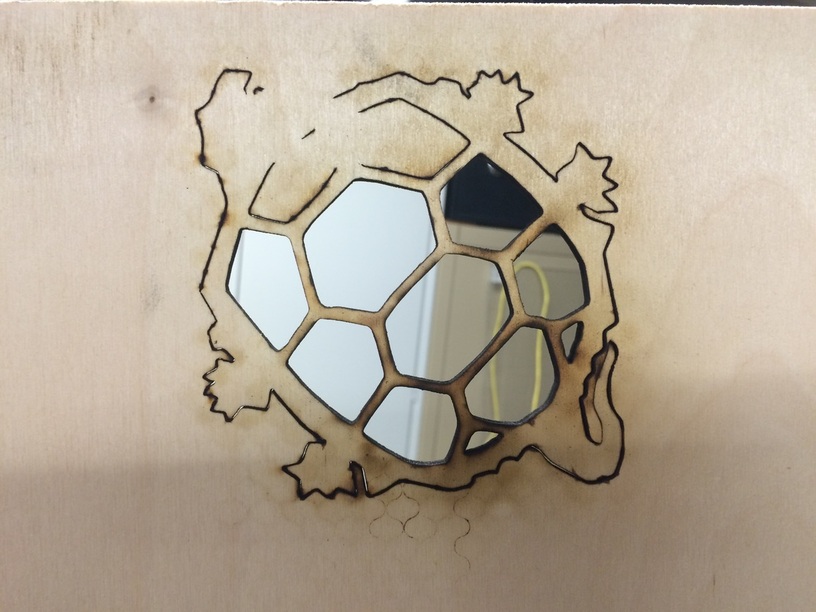
I tried to replicate a turtle from online with my laser cutter. This worked fairly well (Copy image to Photoshop, Magnet Lasso tool, solid fill, copy that layer to Illustrator, trace to vector, stroke, done). But when I sent it to my cutter, I had the problems arise.
Where you can see the extra smoke damage on the left near the mouth I had observed some significant flaring as the cut happened. At the time, no idea what was happening, I assumed I was over one of my holes under the honeycomb and the mixed air drafts were making things look bad, but not changing the cut.
But this was the other side of my poor turtle. Those spots where the trace fails (laser didn’t penetrate) are precisely where the flaring happened. My assumption is: a knot in the mid-layers.
Now… my laser doesn’t have a lovely alignment system. In lifting the wood I am pretty much guaranteed unable to return it to where I had it. Otherwise I would just modify my initial file to only cut those particular areas, and run it again. Instead I will have to use an Exacto Knife or something to finish the cuts.
So… you certainly want plywood free of knots. Even if you do put your settings significantly overkill to penetrate knots (tossing away a fair chunk of extra laser life in all other areas), there is a lot of extra scorching where knots arise, which changes your end appearance. This of course assuming I am correct in declaring this problem to be mid-layer knots. Could just be that my laser has one more calibration issue to solve.
I did go back and adjust the location to cut a new one, just so I would have a trinket to take home to the kids.
Checked out more of the blog for the source I worked from. And it turns out the guy is in Seattle. So I emailed him and hopefully pointed his talent toward GlowForge. Would love to see him produce some things on a Forge. But it appears he is very skilled at doing things completely by hand, so may not care for this approach.
Excellent example of problems we will encounter. Definitely can’t use any old plywood. Now it makes sense that Glowforge is sourcing a custom plywood, which in itself is an amazing commitment. We haven’t had much traffic on the custom materials available from Glowforge. That is going to be an enlightening experience when that part of the catalog goes live.
That’s exactly the symptom of an internal knot. The first few I found I confirmed by razoring off the top ply to be certain.
We got the first samples of custom plywood today… they looked almost perfect, but for some reason the fabricator has the grain of the two plys parallel to each other. Which kind of misses the point of plywood. Sigh.
Straighten them out for us Dan. I love that we will be able to get premium material specifically for our machines. In my experience, paying a little extra up front for quality materials save both time and money in the long run.
“A little extra” is a speculative term though. I have been trying to think how often I will hit up the special materials store, and I find that it may be rare.
This problem with the turtle cut, I just moved over and cut it again, next one came out fine. So in that case, if the “Never have a knot” wood cost twice as much, I would be at a break-even.
Though for someone who wants to be running the machine non-stop, having ANY break in their workflow is unacceptable. So for them, even paying three times as much for the wood may be seen as a no-brainer to stick to the official product.
I’ve seen it depend on the layers and materials. So a three-ply sheet might have two finish grades on top and bottom, giving two good surfaces. Then the layer in between might be mdf or single sheet of other product. The outer plies are grained parallel. Depending on the density of the inner ply and design, one can still achieve the effect of plywood, one of which is to limit the expansion and contraction due to humidity. So for example, I could see using a thin plywood with the two exterior faces with parallel grain, for example, my matchbox bin. I wouldn’t want the back surface of the back have a grain going horizontal and the front surface of the back going vertical in grain. I’d like them both parallel. Or is the plywood you are getting manufactured more than three layers?
No chance there. I don’t have any stainless laying around which I am willing to mark, and mine can only do lines, no fill. Though I do mean to set aside some time to fix that problem sometime in the next months.
Damn you bluff callers and your calling of bluffs.
What I should have said was that I have a 60W that I am not certain can emulate a 45/40 W properly, and that I am not completely clear on what stainless steel actually is.
But, I do have a vague idea, and I know silverware often is Stainless Steel (are there different grades and coatings though?)
So I found a fork that says it is stainless steel, and I ran it at 75% power, and then again at 100% power when I made no marks at all. I still made no marks.
Here is a gallery of my attempt.. I may have done any number of things wrong, including not using actual proper stainless steel. And the fact I am trying to do single lines may be why nothing shows (where doing raster fills might). Plus this is ancient stainless steel which likely has long since lost any coating it should have had.
Is it stated somewhere that we ought to be able to engrave on stainless? I didn’t use Cermark or any other etching chemicals.
The laser will not etch metals including stainless but you can get some really great marking with Cermark or Thermark. It’s a coating that you spray or brush on before lasing the metal. Do a google image search on the word Cermark. You’ll see many examples and be amazed and how great the process works. (Though this is outside the original topic.)
Do you have any Moly-D by any chance? Or an auto-parts store nearby?
I posted this link in a different thread a little while back, http://www.evilmadscientist.com/2013/laser-moly/
and am hoping that it will be a functional method of marking metals for far less $ than cermark, or an inspiration point for someone to find a better/cheaper method of marking with our 40/45’s.
I’d hate to reply to this discussion further about marking on metal under the post for plywood knots; however, I can’t resist responding since there has been so much talk about it. When I had access to a laser cutter a few years ago, I purchased some [dry moly lube] (http://www.mscdirect.com/product/details/00155416) instead of purchasing Cermark, etc. I cleaned a piece of aluminum with IPA (isopropyl alcohol), waited for it to dry, and sprayed a coat of the dry moly lube all over the aluminum 6" diameter disk (1/4" thick of 6061-T651 aluminum…the T-651 is the heat treatment applied which may/may not affect the “marking” results). I waited for the moly lube to dry (10 to 20 minutes) and threw it in the laser cutter (40W Epilog). I put the power on 100%, and the speed as slow as it could go (I don’t remember what number value that was or what real world value that has…I also think the frequency was set to 5000 or 500…the Epilog has the ability to change what frequency the laser pulses at (not 100% sure that is what the frequency does but it’s my working theory)…I set the frequency once real low so it made a dashed line along a vector engraving path so one could fold a piece of paper back-and-forth and tear it off…like a perforated line).
Sorry, that was a rather long tangent. Getting back to the topic at hand, the metal marking was performed with raster scanning (not vector “cutting”) and the best results were obtained with multiple passes over the same area to be marked (I just kept the part on the laser bed and re-printed two or three times). I marked a graphic that was about 1" x 1" (the job took about 15 minutes each time…that’s how slow I went). To finish the job, I took IPA to clean up the rest of the moly lube. When you do this, the marking stays behind, but if one scrubs to hard, the mark tends to “go away” and lighten (and with a slight amount of elbow grease, the mark can be rubbed off completely). I would imagine a better work flow for us 'Forgers will be to mask the metal, use the laser to cut the mask, remove the pieces where you want to mark your metal, spray it with the moly, put it back in the laser and run the laser to burn the moly onto the metal (that way you don’t need to clean up the over spray). I also tried stainless steel (not sure specifically what grade it was). I did the same setup (sprayed the lube, dried, burned 3 times, rinsed) and achieved similar results as the aluminum. I’m not sure why I didn’t do it then, but I would think one might have better results if they did vector engraving at 100% (which I would say is vector cutting). Perhaps then to protect the mark, one could apply a wax or sealant over the metal (or clear coat?).
Thanks @Christopher. I still haven’t been out for a supply run since I am under a deadline for writing manuals. But it sounds like I would have claimed it does not work, as I would not have done numerous ultra slow full power passes (unless brief research revealed you need to)