Not sure if this has been addressed, but with the passthrough slot, if you had a large piece that was longer than 20" both ways but thin enough to fit through the slot, could you change the alignment of the piece as you feed it through so that the entire piece could eventually be fed through? As an example, say you were creating the below table and wanted to engrave the leg layers. Would you have to create multiple files and run them as separate jobs as yohttp://in1.ccio.co/g1/i4/O6/2aa4c49455bb7eb6c00b86753e6be3cd.jpgu went or could you “trick” the Glowforge into piecing it together for you? http://in1.ccio.co/g1/i4/O6/2aa4c49455bb7eb6c00b86753e6be3cd.jpg
1 Like
Passthrough features haven’t been designed yet (last we heard), so showing them as many use cases as possible helps.
This kind of a case has come up before, and should be perfectly within the capacity of the machine. So as long as the software is written for it, then we would all have the capability.
1 Like
Yes, we could do a pretty large laminated boomerang! That’s a good point to make about how the alignment can remain ignorant about what is on the outside of the slot but can align anything seamlessly once it gets under the head.
thinking about this, and having just struggled with feeding a large plywood panel through a small portable table saw by myself, I am thinking that anyone wanting to do large pass-through cuts might do well to invest in a pair of roller stands.
4 Likes
Now I want a self-aligning table saw.
3 Likes
I’ve been on the lookout for some used roller blades to scrounge the wheels for just this sort of application. Dang kids never seem to grow out of them!
3 Likes
Good idea. There are occasionally a few pairs at the local thrift store so I’m going to have to start keeping an eye out.
Exactly. If I can get a pair used for $10.00, I’m way ahead.
Might want to call around to any warehouses that have closed in your area. Most have the long tables with ball bearings on top to move stuff around in any direction
2 Likes
ooh, I might have enough old skateboard trucks and wheels to make something
With large angled piece that needs to rotate these ball bearings will be your best bet for infeed and out feed tables.
2 Likes
I think I am understanding the theory of things, but still trying to wrap my mind around if I will be able to do what I’m envisioning. For example, if I wanted to cut a perfect circle roughly 8’ diameter, I understand that I can pass 20" wide material through the slot. Knowing i would have to overcome these parameters I can edit my design files to be 5 seperate 20" wide designs to send through the laser as shown below. I read in the FAQ that when you slide it forward, the camera looks at the last engrave/cut for the placement of the next cuts. I’m thinking this will go flawlessly if i have designed a continuous engrave pattern all the way through the length of the material.
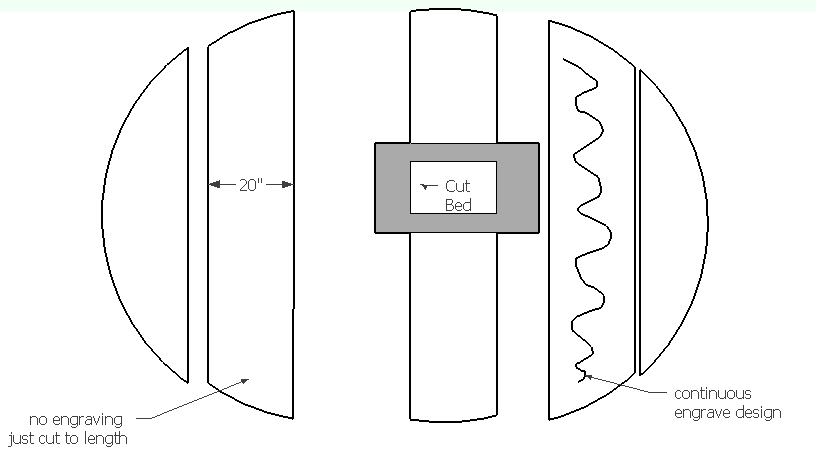
So, long story short, I think my question is- If there is no continuous engrave pattern and the first cut line passes out of the field of view from the camera that it looses tracking, would it possibly be unable to determine when the next end cut of the circle is made? unless camera footage is tracking grain patterns or making small registration markings along the way. Sorry for the image, but it is difficult to come up with the words to describe what I would like to do with this awesome feature.
3 Likes
It’s seems that masking is the rule of thumb for all these cuts, so tracking some lines on the masking might figure into this. Wondering how the positioning will work optically and mechanically.
1 Like
Masking sounds ideal for registration. if this use case is in the hopper, I can see that I would be performing cuts like:
- First end cut of circle
- push and let glowforge register the push without cutting
- push and register some more without cutting
- Push/register
- Push/register
- Finally, make the last cut after every required push (guessing you would need the green light on the user interface before making each push)
You would not need to have registration marks on the masking.
Just decrease power to the point you are marking (engraving) the masking material, without penetrating it. You now have marks to align with visually (you personally know how far to feed in the board) and with software. The soft engrave on the masking also serves as your greenlight to feed again.
3 Likes
Realization of the day as I was cleaning out my craft room. I have 8 acrylic fixtures from when I worked retail that I never could find a good use for so I planned to break most of them down for the free materials. 5 of them actually have rollers that are quite similar to rollerblade wheels.

{kind=link}
Score!
those are darn cheap, too. Have you used those specific ones? Harbor Freight is pretty hit-or-miss in my experience. Generally I only buy stuff from them that has no moving parts, or that is disposable/consumable. But if those bearings really roll and don’t just seize up in a month…
No I haven’t tried those particular ones. I completely agree with you on Harbor Freight, but I’ve also found the reviews fairly close to my own experiences with their products.
1 Like