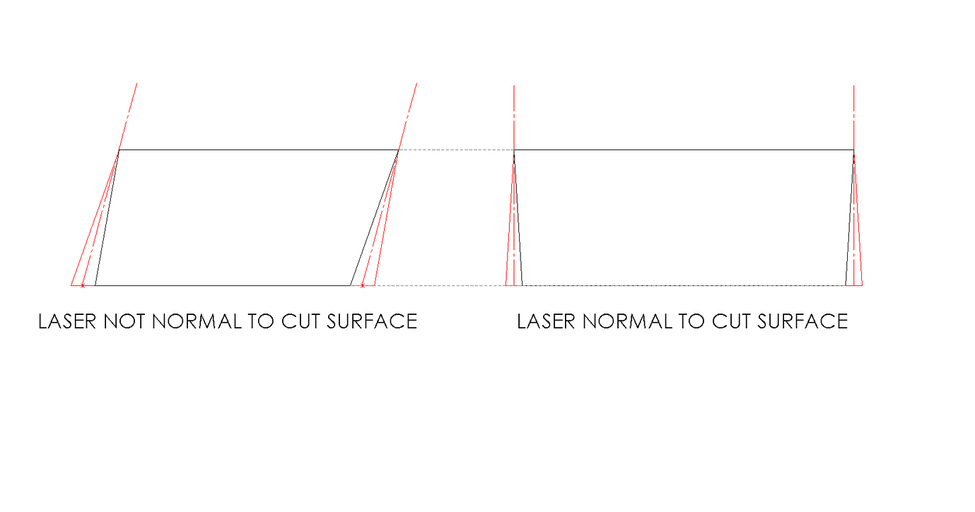
I have assembled a diagram of what I am seeing with my parts, why I assume the laser is not normal to the material surface. I have seen this with thick Proofgrade acrylic and medium Proofgrade Maple for sure. I have not looked for it with other materials yet. It seems to be only in one direction, but I have not yet been able to determine which direction as I have not done any structured tests.
@Rita @dan I realize you are busy. If you or one of the support technicians can take a look at this, I would like to know if this is within tolerances for the machine or if there is a problem. If there is a problem, I would like to know if it is something that I can repair myself or if I will need to return the Glowforge. Other than this alignment issue I am happy with the laser cutter as it does everything I ask, so I do not want to return it unless I have to.