@Jules, since it might seem like I’m just trying to give you a hard time I’d like to offer to cut one of your designs. I’ll donate an entire sheet (well, a ~1’ x ~2’ sheet) of 1/8" baltic birch plywood (a $2 value! ).
I’d hope that you give me a design that’s complicated enough that it’s not immediately apparent whether or not it’s going to work by just looking at the design (in other words, no boxes please). If you post a NON-kerf-compensated DXF file and tag me in the next week or so, I’ll try to cut it within a day. I’ll even screen record opening the file, compensating for kerf, and record the cut and assembly processes. No need to “clean up” the DXF as long as it’s readily apparent which lines are supposed to be cut and which ones should be ignored. A link to the Fusion 360 file would be even better (as long as the dimensions are “real” and not altered to compensate for kerf).
I can post the video to YouTube as an “unlisted” video so that the only way people are likely to see it is by visiting this thread. I can also skip all the video stuff and just post up a photo of the result, your choice. Or, if you don’t want to share a complicated design (I understand completely!) maybe you could point me to another design on the forum that you’d like to see cut.
I don’t really want to mail it or anything, so this will only be a proof-of-concept kind of thing. Just a test of a design.
Oooh! Great word! Chuckle! Yeah…that’s exactly what I am.
I have trust issues.
[quote=“Hirudin, post:41, topic:3250”]
If you change anything you will likely have a different kerf value.[/quote]
Yeah, I know. I’m not actually overly concerned with the kerf on these files, this was just a quick side test of the tutorial instructions.
I won’t have any initial control over the speed, power and focal settings with the GF, (all of which can affect the kerf if I understand correctly)…that part is going to be automatically done for me. (i hope*)
*(I know we will have manual over-ride ability for those settings, but there is plenty of time for me to test for that once the machine arrives.)
I was interested in seeing how much of an impact on kerf there was for the same rough thickness but different, fairly similar materials. I’m expecting the difference in the kerf itself to be a fraction of the total kerf for materials of similar density, rigidity and thickness. The kerf for foam is going to be a lot different from the kerf for plywood and acrylic, but foam is not a material that people will be using to create the 3D files I’m working on.
And pumpkin will definitely not work. ROFL!
I’m basically trying to design at this point for the material…as I learn more about other materials, i will design for those as well.
Kerf is really a side thing for me right now - I’ll be putting together a little chart with kerf information as I learn more about the process, and see what the actual impacts are. (I like to back up theory with testing, it’s just the way I am.) This wasn’t meant to be the be-all end-all discussion on kerf. It’s just a little initial testing and @smcgathyfay offered to test one for me on another thread, and I gratefully took her up on it.
That’s all we’re doing here.
Not at all! And if you want to volunteer to help with testing, you’d better believe I’ll take you up on it! (Although I’ll tell you what I told @smcgathyfay , you might come to regret offering!)
Do you have the ability to do variable depth engraving with your current machine?
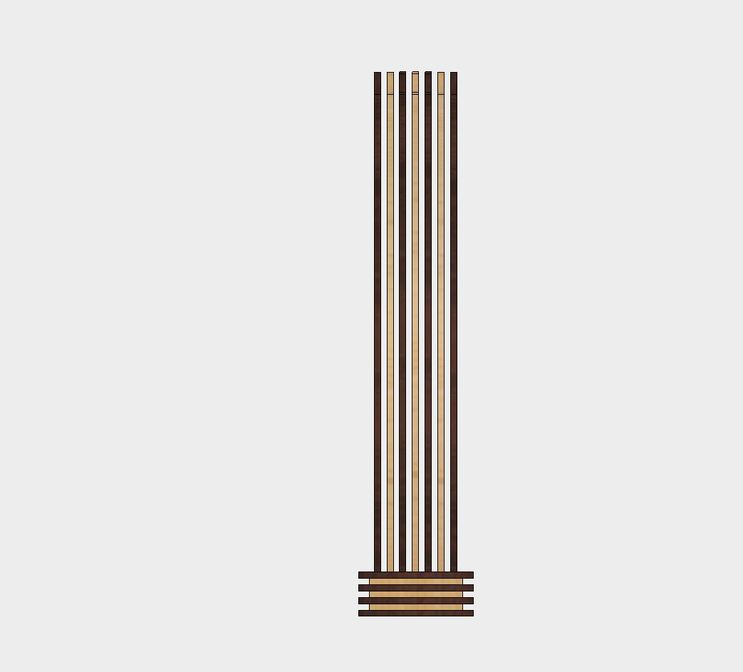
I have another design that I just reworked for laser yesterday that does (barely) fit on a single sheet, it’s not kerf adjusted, and it has no tab issues, but I would dearly love to see how it looks in plywood. (Given the size, I was reconciled to waiting until the machine got here to test it.) It’s a layered design for height, so the parts would need to be clamped and glued, and it is designed for 1/8" ply.
This is what it looks like in plastic, it’s a snippers/pliers stand:
Let me know if you’re interested in tackling that one, and I’ll PM you the file.
I’ve got two others that deal with tab/slot adjustments but they are very complex and will probably take multiple sheets to cut, and they will need to be cut and assembled multiple times in order to test them for the correct size and placement for the tabs and slots. That is why we are working with a small simple box first to test for that function.
If you want to try one of those, I need to do a lot more work on the file before it will be ready. And you will need to be able to cut exactly halfway through the wood for the mortise and tenon joins, so that’s the reason for the question above on the partial depth engraving.
(The complex ones, and this one, will need to be handled privately until I have tested them a few times, I’m trying to decide whether it’s worth the hassle to offer them for sale or not. I swore after the last go-round of cutter file sales that I wasn’t going to ever do that again, but here i am…getting sucked in one more time.)
That’s a cool lil’ stand! Are you’re planning for the bottom to be two layers (one with the web of cutouts and one just for the lip going around the perimeter) and then the a round things to be a few layers (six or so?) that would be stacked up and glued? It that close? That sounds very doable, but I don’t think it would be much of a “test”, if you know what I mean. I’m guessing you’d agree, but maybe you have different plans that would be more of a “test”. Also, although I bet I could get all the layers to be stuck together, I have my doubts about being able to do it without getting unsightly glue squeeze-out all over the place.
I can do engraving, but getting an engraving to be close to half the depth might be tricky. I did an engraving matrix/test/sample on this material, and most of the power/speed settings I tried only went down about 1mm (roughly 1/3 of the thickness) or less. After the ~1mm engraves they jump to going almost all the way through.
I see that you saw that Fusion 360 tutorial where they showed how multiple layers can be used to make effective mortise and tenon joints. This one…
Although I like the idea of simply engraving the mortise, getting the depth right might be a task other people have decided is more trouble than it’s worth (not just me). With thicker material I would guess that you could just make the mortises deeper than they need to be, but that doesn’t seem practical with 1/8" stock.
Yep - I do agree that the first one isn’t much of a test…that base is 4 or 5 layers and the columns take it to a total of 13 layers. It should cut without any problems. It’s just the only one I had that was roughly one full sheet.
Oh, wait a minute…I forgot the brush stand…that one might fit on a single sheet, and it has a couple of parameters for thickness built in, and no engraving…let me see how it lays out on a sheet - so far it is still in 3D form.
(That will give me something to play with today while the workers are swarming.)
For the complex ones…I figured that the engraving part would be a bit touchy, so I actually have the tenons set to be 0.2 mm shorter than the depth of the engraving, which is set to half of the total material thickness. Might need to fiddle with that formula a bit as well…I still haven’t seen if we have that much control over the depth of the engraving…might have to be flexible there with how I treat it.
I’m actually in a pretty good mood this morning…I caught a design error in the complex designs and figured out how to parameterize it yesterday. (A brief shining moment of getting to be proud of myself before being tossed back into Never-Never land. Chuckle.)
Give me a couple days and I’ll take a look at the brush stand to see what phase of completion it is, and check it over for errors…then I’ll post it here temporarily for testing…that one might work well enough for our purposes here. (Going to take at least that long because of all the distractions around me this week.)
Yes this is the really disappointing thing about Glowforge (besides the 1 year delay). When I bought it I thought it had 1000DPI vertical resolution, hence why it was described as a 3D printer. I thought it must use the head camera to get depth feedback.
Okay, @Hirudin, took a little longer than I thought…(got a wee bit distracted this morning by all the cool new beta projects)…but i got the Kitchen Brush Holder file to fit on one 12 x 24 sheet.
I need to know the exact measurement (calipered) of the thickness of the plywood you plan to use, so I can refine the slots for the actual measurements. (Which I’ll do tomorrow if you don’t mind…it’s getting late, and I’m pooped.)
Just let me know how thick it is, and I’ll temporarily post the file tomorrow.
Cool. It’s basically 1/8", give or take 10-thousandths (I bet). I’ll go grab a sheet and do 8 measurements (3 per edge).
Let’s call it 0.117" (most were close to 0.1170" with a low of ~0.1155" and a high of ~0.1235" (micrometered)).
The material I have isn’t terribly flat, unfortunately. I might suggest adding a piece to the top of the holder to maintain the spacing. Maybe something in the middle too. I guess that won’t matter for this test though.
I’ll adjust for kerf. Do you want me to do the whole record it on video thing, or do you just want to see a photo of the finished product? Maybe a video of the assembly, or a sample of one piece being assembled?
Why don’t you record the kerf adjusting part - that will be interesting for other folks to see in Solidworks.
Other than that, just a photo or two of the finished stand, and let me know if there are any fit problems…getting the tabs into the holes. I might need to put an automatic adjustment to shave a bit off the tabs.
Can do. I plan to do the adjustment in Rhino though (much easier). I’m basically treating Rhino as my laser cutter CAM software number 1, and the Trotec software is CAM number 2.
Whew! Okay @Hirudin, handing off to you. Here’s the SVG file - not kerf adjusted. I have the slot widths set to exactly 2.966 mm width (or 0.117 inch) thickness so I’m not going to be surprised if you have to sand the edges a bit in places to get it to fit, but it’s a starting point.
I put some pink notes in the file for assembling it - everything aligns around the tab slots, starting with the top piece and working down to the bottom.
 ).
).