I’ve been playing with the focus height adjustment, and I thought I’d share what I’ve learned about it.
I got interested in the focus adjustment as a way to lower the applied energy of the beam. I’ve been cutting some materials with the power setting at just 1, wishing I could go lower. Defocusing the beam could be useful in that regard.
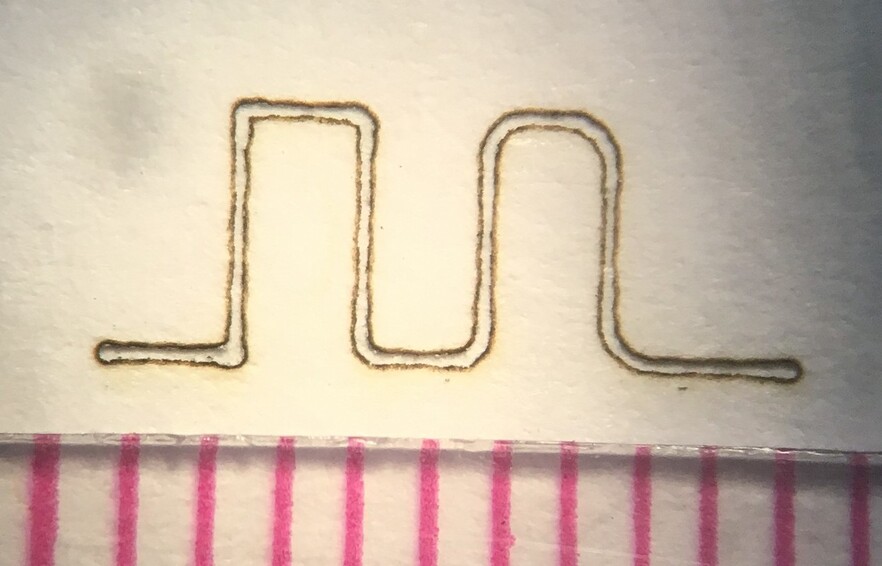
I set up my GF to engrave anodized aluminum, as that method results in a very stable kerf - once the adonization has been ablated the aluminum reflects most of the beam energy, leaving the kerf unaffected. To illustrate, below is a picture of a series of scoring operations with the beam power at full (non-pro version) and the speed stepped from 100 to 500:
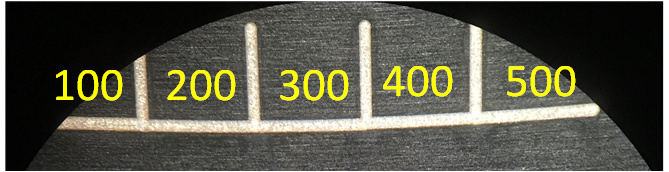
A 5:1 variation in movement speed, with no effect on the kerf width! - good to know when playing with engraving anodized aluminum.
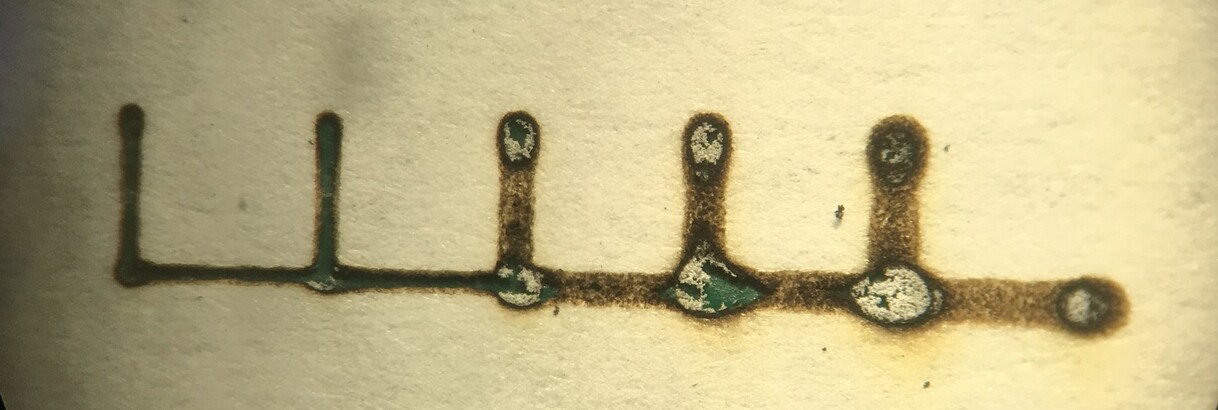
Next, I placed the anodized aluminum sample directly on the build tray and performed a series of cuts with the focus set to the sample height, sample height + 0.1", sample height + 0.2" and so on.
Then I elevated the anodized aluminum sample exactly 0.4" and repeated the same series of cuts, but stepping the focus height down instead of up.
This is what I got:
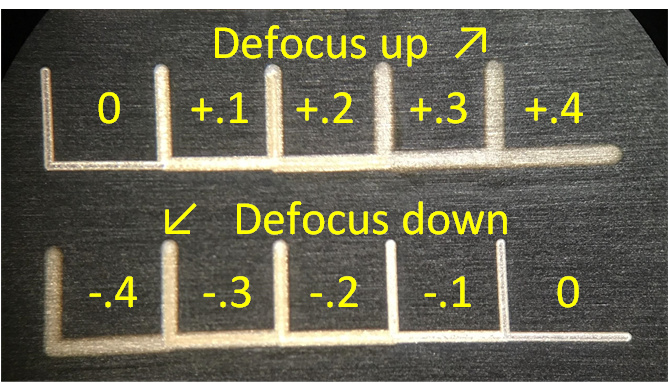
As you might expect, the kerf gets wider as the beam is defocused. The variation is pretty close to 2:1 with a defocus of 0.3". It’s also worth noting the edges get pretty fuzzy when the defocus is set to 0.4", which can be useful for creating smoother engraved areas - albeit at reduced detail - this has been well documented elsewhere in the forums.
So a key thing I learned, was that maximally defocusing the beam only doubles the beam width. So I don’t feel quite so driven to exactly measure and enter material thickness before cutting - I’m thinking 1-digit of precision is enough - or just let the GF figure out focus height like it’s supposed to do.
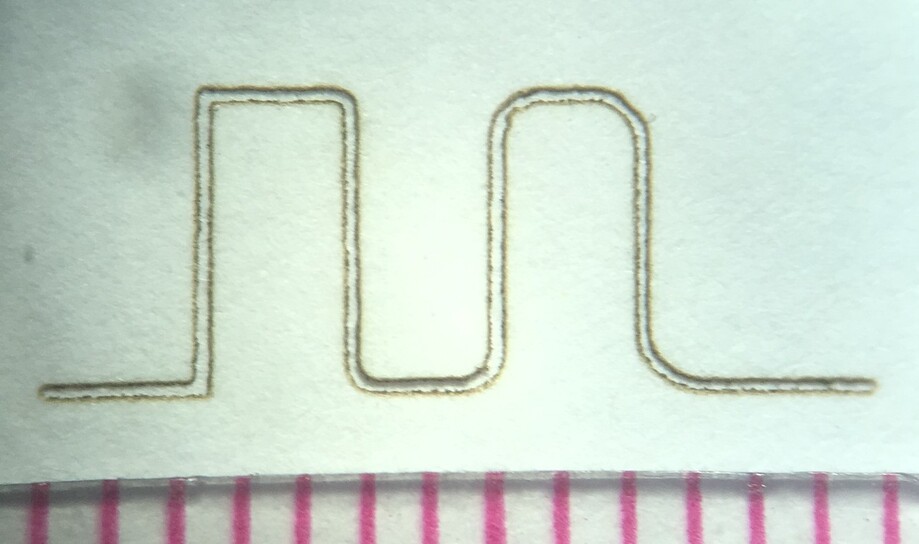
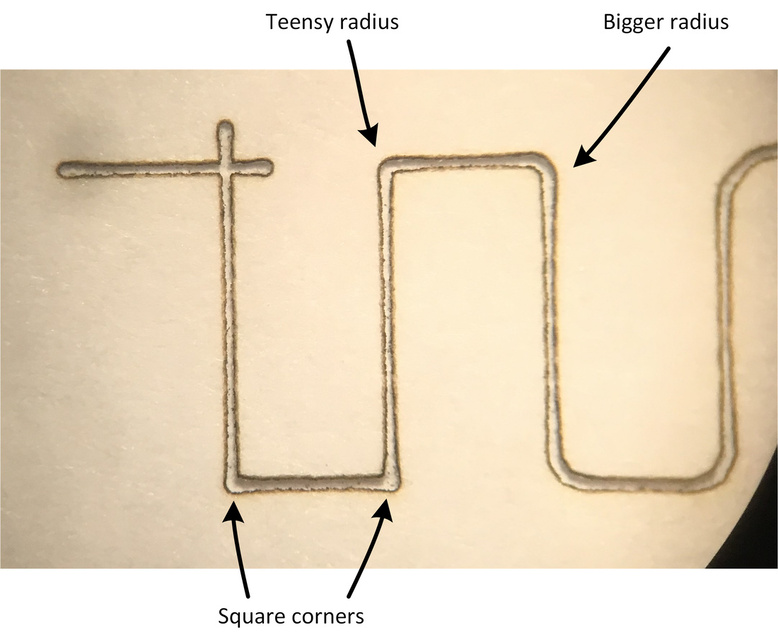
What can you do with this knowledge? Well, one thing I’ve played with is “beam nesting”. I complete a cut with two passes: the first pass is defocused to cut a wider kerf, the second pass is precisely focused such that the second pass lies inside the kerf of the previous pass. That allows me to lower the applied beam energy per pass, making for a kinder and gentler cut.
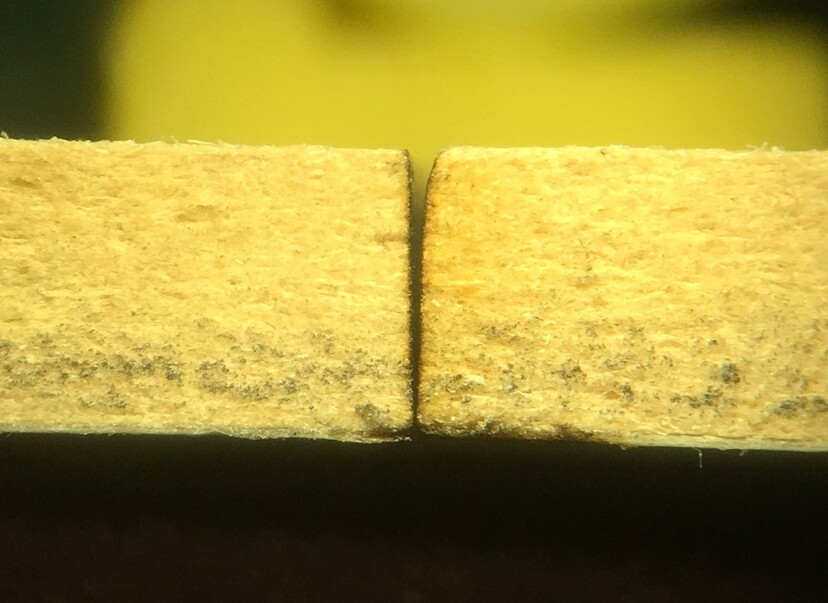
In the picture below are three samples of medium draftboard showing the as-cut edges. The top is cut using the Proofgrade settings - the cut surface is uniformly black from top to bottom as I’m accustomed to. The middle sample was cut with two passes, where the movement speed was doubled from the Proofgrade setting - there’s a clear demarcation between the portion of the sample that sees the laser beam once or twice . The bottom sample was also cut in two passes at double the Proofgrade speed, but the beam of the first cut was defocused +0.3 and the second cut was set to the material thickness - the result is a cleaner and more uniform cut edge:
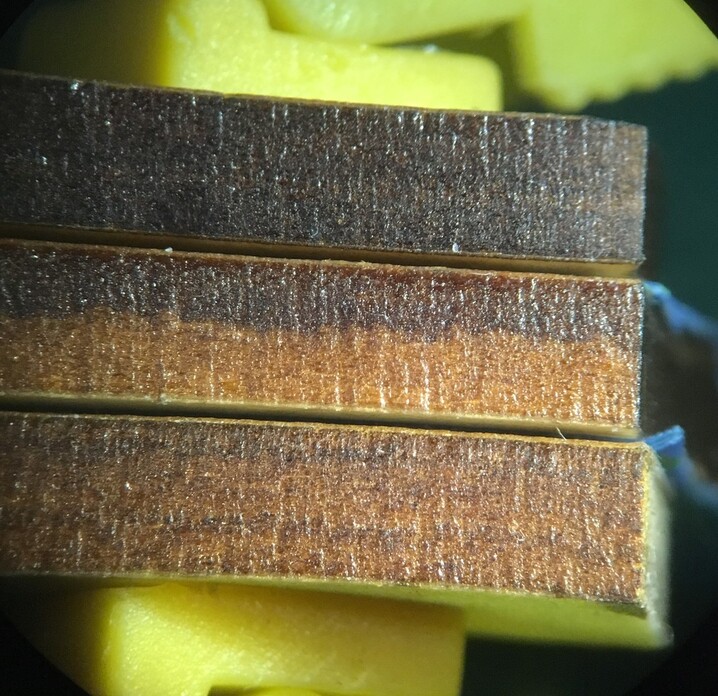
This seems like a promising technique for cleaner-looking cuts.