This is lagniappe as far as I’m concerned - I just want to make sure I understand the limitations of the 3D engraving process before planning a whole lot of files around it. Seems to me it would be choppier on thicker materials if we need to go with steps, simply because there are fewer standard grays available, and we might not be able to do it as deeply, so i was planning to keep the edge treatments to 1/8" or less.
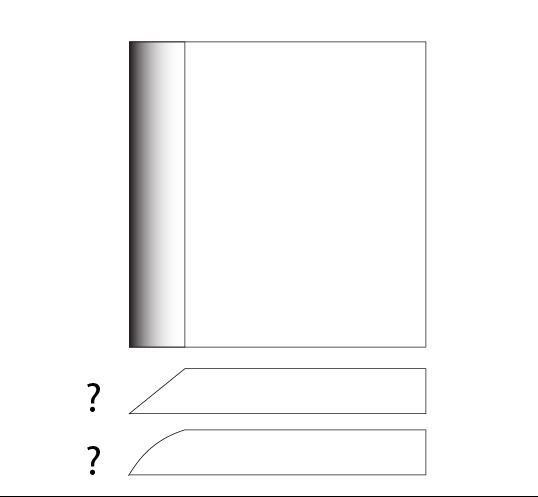
I suspect that Dan and the team are targeting the 3D engrave to produce a flat bevel when a linear gradient is used, by tuning the power levels experimentally. Then a nonlinear gradient would give a curved profile, like your second example.
I suspect that it’s going to be very difficult to get a really flat bevel, even with a homogeneous material like acrylic. For example, the slope of the bevel will come into play, I’m guessing, because the heat transfer between adjacent engrave lines will differ with slope.
I’d be ready to use lots of thick, gap filling glue if trying to make something like a dovetail joint by 3D engraving. But I’m really hoping to be proven wrong!
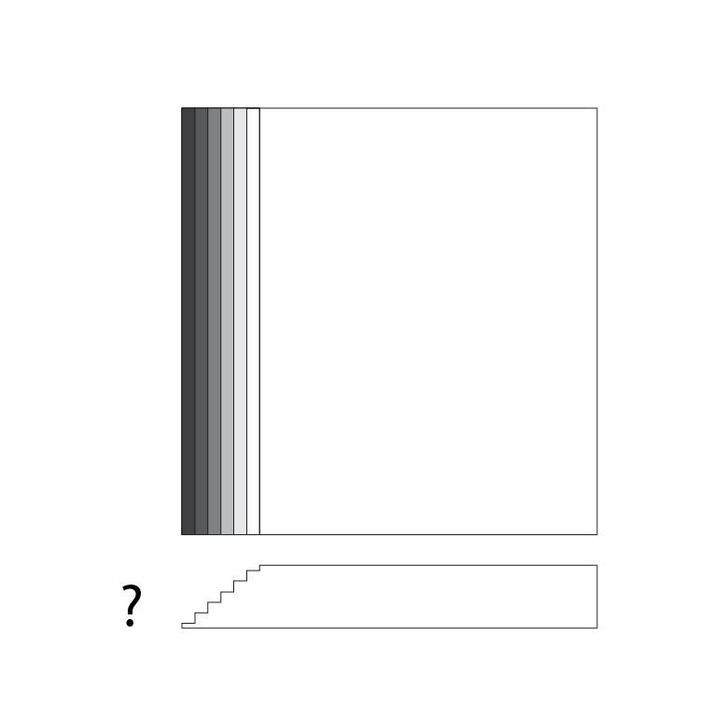
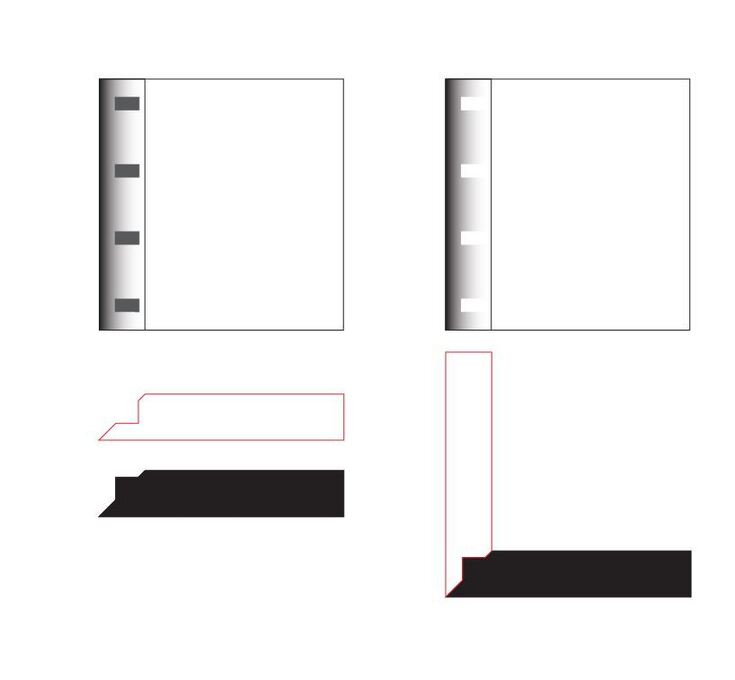
As implemented in other lasers a smooth gradient would create a flat bevel. Think of it like floors in a building and each of the 256 levels of gray represent a different floor (power level and thus depth). To get a rounded edge you’d need a longer, more variable gradient. The depth you get depends on the material and base power you use, but the resulting engrave will only change in depth, not profile.
So for practical purposes, you guys think it would be a “relatively” smooth surface, as opposed to stepped? (I’m sure there will be variations because of the material.)
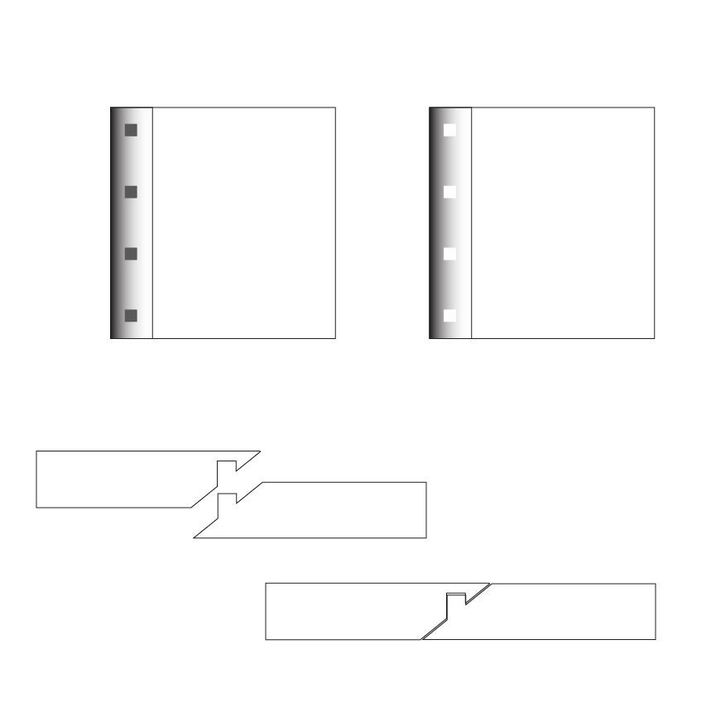
That would be INCREDIBLE…we could use a 45° angle for corner joins with some glue and a spot of sanding, and build a tiny mortise and tenon right into the edge for strength and alignment.
(Either that or I’m completely losing it. Just kind of mentally pictured it working…but it’s gone away again, so that’s why I wrote it down. Maybe it will come back to visit again later…chuckle!)
There are some standard woodworking joints (and really scary bits) for making locking corners, but they have overhangs so you couldn’t laser them. A mitered finger joint (q.g.) is probably as close as we can get.
From what I understand, the grayscale engraving should have 255 power levels. So, if you use a continuous gradient, it should be a 45deg angle (with the normal caveat of it depends on the material). It is technically stepped, but you would have 255 steps along the quarter inch, so it 0.98mil (0.00098") per step.
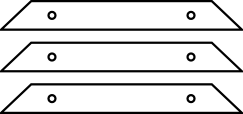
Thinking through similar questions led me to write the Curvy box post, Curvy box. So, one option would be to do something similar with angles - cut a bunch of slices with 45 degree angled ends, stack and glue them.
Or, if the aim is to create a box, cut and stack slices in the desired shape:
It’s not an ideal solution for all situations, but it does allow for very specific angles.
In theory it would work. Practically speaking, you’d need to do quite a few passes because 45w is not a lot of power for depth engraving. Variations in material (wood grain density for example) often cause unevenness in variable depth laser engraving, so you’d have to be careful that both work-pieces end up with the same uniform depth. Once you work out the details though, should be really cool! For some examples of high power 3d engraving, check out Kern Laser
Speculation: We will see how this plays out in the end, I suppose, but I think ultra-smooth gradients will be somewhat difficult to achieve due to the fact that material removal has a non-linear relationship to laser power and speed. I imagine it will take a lot of fussing if one is a perfectionist.
Doesn’t have to be perfect. The advantage to being able to laser away most of the material at an angle will cut waaaay down on sanding time, and it enables us to have a neater finish on the exterior of boxes where we don’t want to have the ends exposed on two sides.
Final experiment: Hopefully something like this will work too.