I am trying to get a smooth, good quality engraving on cast acrylic (as well as other plastics). Some designs are super small (0.5") so the details need to be spot on. All designs are vector files (made in .ai and saved as .svg), so it is not a resolution issue to my knowledge.
I played around with lpi, power, and speed but can’t seem to get my usual print quality (from Epilog, Universal machines.) I forget the exact numbers I used for each print, but my final attempt was 1000 speed 20 power 225 lpi. It only worked for one print really well, then the rest were jittery.
Goal: smooth texture, details are captured, smooth borders/edges/lines.
Current: weird sandy texture, small details lost, jittery/serrated edges on designs.
I mostly solved this problem for some extruded acrylic I used by increasing lpi. But it seems to not work for cast acrylic.
Since you are discussing non Proofgrade materials and custom settings, This topic might need to get moved to Beyond the Manual category. I’m not doing this at the moment because I want to make sure you understand the policies and procedures of the forum since you are new.
I’d be happy to assist you after that. I’ve had great luck with all kinds of acrylic. If this is cast acrylic, it should be pretty crisp.
Problems and Support are for default settings and Proofgrade material or issues that are hardware/software related.
If you are concerned about basic functionality being off, then you will want to print the Gift of Good Measure using Proofgrade material to get a base line. Either that or just go Beyond the Manual.
Thanks for reaching out. Like @marmak3261 said, unfortunately, I don’t have any advice about settings for materials from other sources.
If you are considering printing on materials from another source, you’ll need to determine if the material is laser compatible. This can be tricky: for example, many plastics look alike, and some plywood is made with glue that isn’t laser-compatible. You need to contact the manufacturer, inspect their safety data sheet (SDS), and/or consult an expert to determine if each material is compatible with the CO2 laser inside the Glowforge unit.
I’ve moved this topic to the “Beyond the Manual” section of the community forum, so others can chime in. Note however that advice in this section is unsupported and is not reviewed by Glowforge.
If you are having trouble with Proofgrade materials and settings, please post a new topic.
I tried defocusing, seems to be OK for the larger prints. I encountered a different bug before I could troubleshoot super small prints like those studs, will be posting another thread
I will try the standard with proofgrade clear cast acrylic. I’m fairly certain I will get the same issue, but at least the GF staff will be able to help.
@marmak3261, do you have pics/examples? I will probably stalk your posts to see what I can dig up, haha. I am still unhappy with the raster quality. I’m 100% certain the material I’m using (Inventables cast acyrlic, 1/8") is laser-safe, etc. since I’ve cut probably thousands of pieces before.
Do you have some more examples of a file that is done a couple at different lpi settings but with the same speed and power profile?
I use 700 speed and 80 power with a 340 lpi.
I use Inkscape with the text turned into paths or other designs that are vectors. I have had some good bitmap engraves.
Almost all my acrylic is chemcast .22" clear cast acrylic.
Sometimes I defocus and that gives a nice mottle for a large engraved area. I have nice crisp corners.
If you PM me one of your design files or post it here, I’ll give it a whirl. I do have some Inventables blue acrylic that I’ve had no problem with either.
Here is one sample of my engraving that might fit with what you are looking for. I didn’t defocus so there are some raster lines on the engraved areas, but the edges are pretty crisp.
The standard came out nicely. You can see the tiny details, and the jittery outline is not as noticeable. I tried some of the small earring designs on it using SD and HD engrave. Both are better than the custom settings I tried. However the engraving is really deep. When I raster, I just want the top to be frosted white-ish, with minimal change in depth. I don’t see a way to adjust the normal GF settings, going to google to see if anyone has figured out the numbers behind it.
oh wow, didn’t notice that before. I’m currently trying with less power, but it seems like I have to play around with all the settings (speed, power, lpi, off-focus) again.
I never thought to ask that basic question about custom settings. If you want it to engrave lightly, you’ll need to adjust speed and power.
Start with the speed at 1000 and 15 power with no masking on it. 340 lpi Then go up by 5 pews at see what happens. Once you got the depth you want, then enter in a defocus of about 15% thicker that measure of material. That should give you a good starting point.
I tried this the other day but didn’t take the best notes:
1000 speed, 10 power, 225 dpi → too light, only partially engraved and pretty awful
1000 speed, 15 power, 450 dpi → engraves OK but seems jittery
1000 speed, 20 power, 225 dpi → engraves OK but seems jittery
same as above but at various points of de-focus (ranging from .125 to .35" for a .125" thick material) → .2 and .25" seem best.
Tried above with 340 lpi instead of 225 lpi → tiny improvement
(these are also hard to photograph, I tried to take pics but it doesn’t come out well)
I will try the following next:
defocus at ~15% (.14") instead of the huge jumps I made
try 1000/15 and 1000/20 again, maybe in between too
I found the magic number! It works across several colors of cast acrylic I’ve tried, and looks a bit sharper than my previous machines (though I didn’t struggle as hard to optimize them, maybe they could have reached this too)
The texture is still not quite smooth, but I’ll take it at its current state. The texture I could describe as like, playground plastics? Like there are random pits where the laser burned deeper than the surrounding area. iirc there was some setting for dots for gray shading but I can’t find it anymore
Do you mind sharing the “magic number” (settings) you arrived at? I can’t seem to get a nice result with engraved acrylic after days of experimentation, both with defocusing and without.
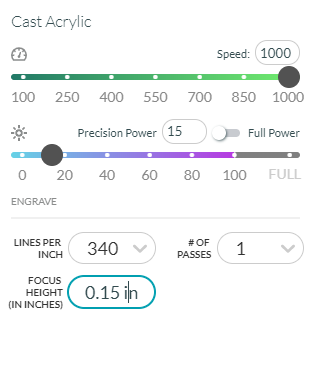
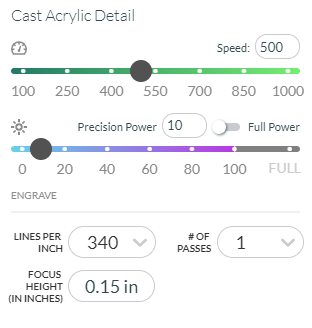
Hi there, I have two engrave settings depending on how small the object is (balancing speed vs quality):
Unfortunately I never got the random pits to disappear but I think it’s related to the machine and not the files. (On one particular file, all the pits are in the same x coordinate for like 5-6 passes, but I’ve never reproduced it.)
This works well on all cast acrylic (1/8") that I’ve sourced from 4-5 sources now.