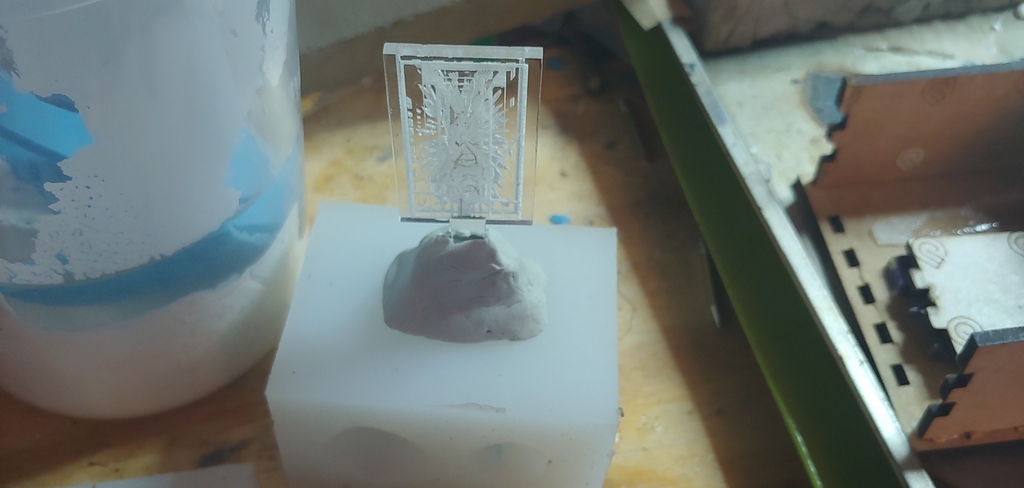
Yes, it is to minimize the bubbles on such tiny work. I don’t own a proper vacuum or gravity caster, so my first several casts did not fill the molds when poured.
Very nice! So you hand pour your castings? All of my experience is centrifugal, and the rubber I used was latex that had to be vulcanized. That mold shows great detail.
Great satisfaction in reproducing an item like that, particularly in precious metal. The laser would have been so cool for detail in a model, I’m jealous. I’m from the hand-carved model days. I did have a few designs photoetched in copper that I molded.
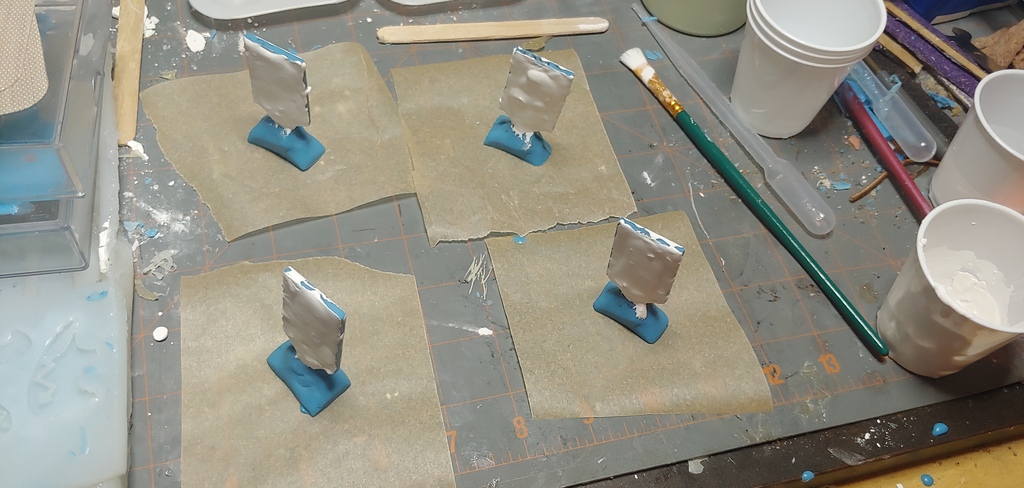
Yes, I hand pour my castings. I am building a vacuum system, because these took five pours to get two good ones.
The only reason I think I got results this good is because the casting investment (plaster) is a special mix that I can pre-heat to 1450 degrees without it breaking down, so the temperature gap between the molten metal and the mold is only 200 degrees apart, giving me a precious few seconds of flow time.
I’m learning to carve, so I’m just approaching it from the other end. I have a fascination with ancient and primative jewelry, so I’m working both ends of the technology tree
Cool!
I designed and built a centrifugal casting machine that is driven by compressed air pushing a 3" cylinder. 30 PSI is gentle like a hand pour, 80 PSI is like a drop kick. I added a horizontal rotational axis at the broken arm to allow the flask and crucible to swing in response to the acceleration of rotational force. It isolates the molten charge from that influence. Works like a charm.
I accomplished the improvement shortly after I sprayed molten sterling across my belt line from too large a charge… giving me the world record for how fast a man can remove his pants over his shoes.
The improvement eliminates that possibility.
I had a commercial built broken arm caster. but I was able to benefit from the mistakes of others and set it up in a huge galvanized wash tub. The galvanized was occasionally a problem when the gold melted some of the zinc and stuck to the side.






 The laser would have been so cool for detail in a model, I’m jealous. I’m from the hand-carved model days. I did have a few designs photoetched in copper that I molded.
The laser would have been so cool for detail in a model, I’m jealous. I’m from the hand-carved model days. I did have a few designs photoetched in copper that I molded.
