I’m working with proofgrade materials for a small business and have a consistent problem: all cuts are slanted (beveled?) from the heat of the laser at the top section of the cut. This means that when adhering two pieces together, they don’t line up in a 90 degree angle.
It doesn’t have to be absolutely perfect, but I was wondering if anyone had a 2 pass solution for proofgrade acrylics. It would make product assembly much easier. Thanks!
In addition to the material being blasted out of a cut the beam has an hour glass shape where the narrowest is at the focal point. You can try lowering the focal point to the approximate center of the material. I get less of a slant. Of course that changes the depth of cut with Proofgrade settings. I find that if I lower the focus the cut is actually a little deeper but it affects the kerf. Trial and error.
I’ve had excellent results speeding up the cut and doing two passes. (In other words, deliberately try to not cut all the way through the first time.) The second pass (at the original surface focal point) evens out the channel.
@TwoBeard: As usual, @geek2nurse is right! In my experience “flipping” mating pieces works well—and with the right kerf adjustment the fit can be more or less perfect in every way.
Sorry, I meant that it won’t work for my project. The alignment would be near impossible on the opposite side. I’ll be looking at the kerf alignment threads soon, I couldn’t remember what words to search. Thanks!
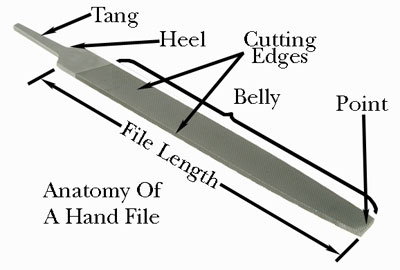
If all else fails there are always hand files that can get everything straight. Sometimes you can spend several times longer playing with settings that the two minutes a hand file would take.
I’m not sure what a hand file is, or where to find it, but the double pass @Jules suggested has already worked wonders. I’ll just have to write notes or create custom cut settings, as it seems to work best at about a 136% PG cut speed, but it’s not exact. Thanks for all the help and input!
On the other side, I have now more than 150 of these to make, so every minute counts. I do make some adjustments with files and razors, but if I can get this thing together without minor hand adjustments I’ll be happy.
Hi @TwoBeard - would you mind posting a photo of the edge of your print so we can examine the issue? Additionally, do you remember the time and date of the print? Thanks!
A bit of sandpaper glued flat to a length of scrap also works well to straighten edges even on large numbers of pieces. as the amount of material that needs to be removed is tiny and you do get a better glue joint on unburnt material,
As for making a joint 90 degrees I have a solution there a well,. Every time I make something with finger joints, I get scrap with matching fingers if I put two pieces of scrap together and am careful to make the joint 90 degrees I have a very strong tool to hold other things to 90 degrees,
@rbtdanforth Sandpaper does work, but I’m working with large quantities and solvent adhesion on acrylic, so a 90 degree wedge like what you showed will cause problems if even the slightest bit of excess solvent is applied. It follows tight spaces and would try to adhere to the wood or any other surface it’s connected to. I have a 90 degree vice I’m using, but the size of some of the pieces doesn’t quite work, and all edges being 90 would help with other parts of assembly as well.
@stephen4 I’ll get some pictures up after I get my son to school. Should be within the hour.
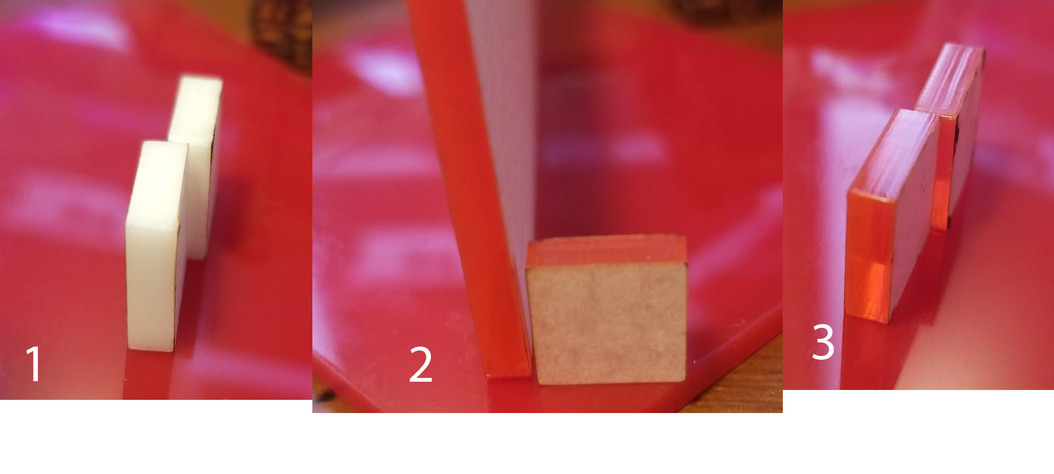
In section 1, the white pieces are slightly off from each other. The squares are only 3/8", so anything larger and the angle difference becomes far more noticeable. The piece in front is a Proofgrade cut, and the one in the back is done with a two pass cut using Proofgrade power but at 137% PG speed. This is on a GF Pro as well.
Section 2 shows the angle received from most Proofgrade cuts on most materials, but the example is in the Pink Translucent Acrylic. This cut was done yesterday. The small square is mostly level and was done with a two pass cut at about 138% PG speed.
Section 3 shows the two pass cut in back, and a new sample cut this morning on unedited Proofgrade settings. The angle is not nearly as bad as it was, but it does show very slight 1 or 2 degrees of difference. That’s definitely usable, but the settings hadn’t changed. I’m not sure why the inconsistency, but consistency is what I’m after.
I have not worked with acrylic much but i would be interested in try the angles in wax as it would eliminate even the very thin openings alternatively designing something more complex to accomplish the same goals,. in any case sanding the face lightly would make it 90 degrees from the start.
Right, I’m not opposed to sanding the faces. My problem is quantity. I have more than 150 to make with 5 or 6 edges connected, so I’m trying to make the pieces produced with cleaner, more accurate edges straight out of the forge.