I did a little testing to see what colors I could make. Here’s a photo of a few test patterns…
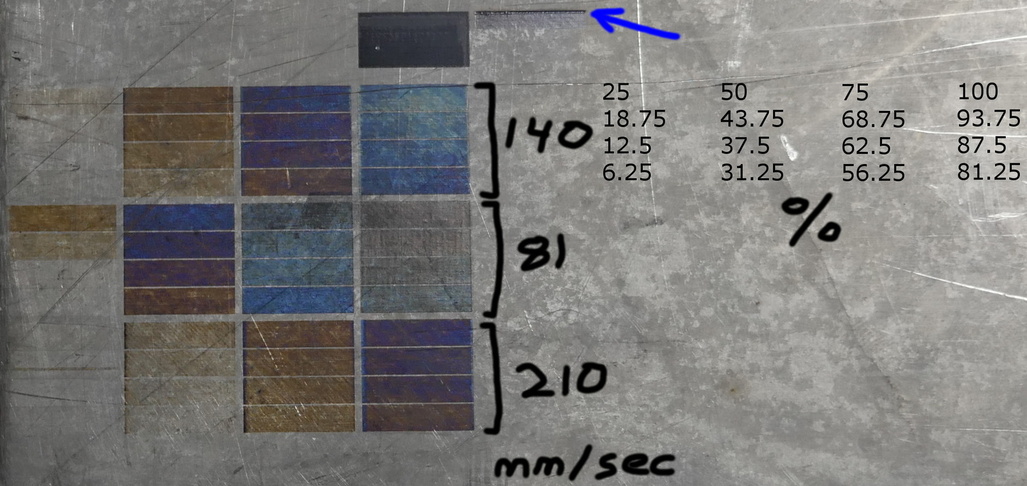
Mostly blues and yellows. I guess you could call a couple of them “red-ish”. All of these were done with the laser focused on the surface of the metal at 1000 lines per inch. I’d like to find a piece of titanium with a more uniform surface before doing any more testing.
Somewhere in the testing something interesting happened. I didn’t notice it at the time, but it seems that the laser actually removed some of the titanium. If you look at the line next to the blue arrow in the image you’ll see that there’s actually a small trough cut into the metal.
Taking those cut parameters (~2.8mm/sec at 100%) I did another test where I tried to cut a 1/8" diameter circle/hole into the piece of titanium. I knew it was a long shot, but I wanted to give it a try anyway. I made the machine take 400 passes on this same circle. 400 is WAY too many, but since I would have to remove the piece of metal from the machine in order to get a close look at it I just made it keep going and going in the hopes that it might eventually pierce through. It didn’t even get close though.
The circular slot shown in the video is the result of the 400-pass attempt. Based on the length of the bent section of that tiny piece of wire I’d say the depth of that slot is close to 1.2mm. Another circle I did (not shown) is approximately 0.25mm deep after 66 passes. I estimate the depth of the somewhat square shape that you can also see in the video to be about 0.15mm, and it was created after only half a dozen or so passes.