i have noticed that AD does make a TON of nodes sometimes after certain operations (subtracts mostly). i’ll try going back to the fill for this one.
what resolution would you suggest for the raster?
i have noticed that AD does make a TON of nodes sometimes after certain operations (subtracts mostly). i’ll try going back to the fill for this one.
what resolution would you suggest for the raster?
went into the source doc and redid the main cut outline. it did have a LOAD of nodes. this looks more reasonable
wish AD has a node selected count tool or something.
Well… there has been some discussion regarding the ‘best’ raster DPI for a given engraving LPI… DPI at 2X the intended LPI was one conclusion. But if I have to rasterize, i normally just use 300DPI at the scale I intend to engrave. I also rarely engrave wood at higher than 270 LPI.
But it’s really personal preference. Doing some side-by-side tests of a smaller chunk of the main graphic might point you towards a look that you prefer… once you get the file to load into the GFUI.
wow two svg exports of the same original file. one where those cut objects are fills (under a 1MB) and one where those cut objects are strokes (9.7MB)!
Fill Version 
Stroke Version 
reopened the stroke version SVG in AD and HOLY CRAP! all of those nodes were not there before i exported to SVG!!!
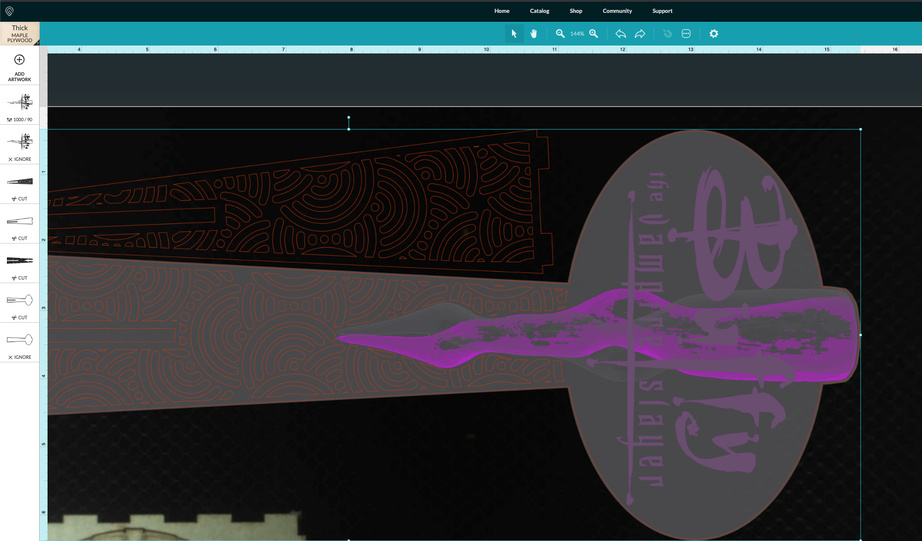
fills version loaded in under 30 seconds… still has a clip path issue but its loading great with those two rasters.
stroke version… never loaded…
i say this pretty much explains my issue with using strokes instead of fills for cut operations.
and here’s more evidence as to why my AD svg exports are coming out like they are
You should have your strokes set to center anyway, or you’ll have more problems than just lots of nodes. 
Unless you’re engraving anodized aluminum you’re not getting any effective resolution improvement from using 400 vs 300. This is not a printer.
The issue is the receiving medium cannot support higher resolutions - wood, acrylic, leather, etc have surfaces that will burn away and you’re now trying for dot resolution in organic materials that ablate at far coarser levels than the laser is firing - an 8 micron beam burning a point into wood cannot prevent the wood from burning in a 16 or even 50 micron spot before the energy is dissipated.
That’s also why high LPI values often have a reverse clarity effect on wood & acrylic - you’re burning over previously burned points in an ever-spreading micro-conflagration.
Anodized aluminum doesn’t suffer the effects of one point of the material effectively setting the next point on (micro) fire so you get visibly better results with higher DPI & LPI values.
Too much Apple “retinal display” Kool-Aid has led to the generally mistaken impression that high DPI values are better for perceived resolution.
i’m just trying to avoid obvious steps on the engrave portions. look less like a digital image ya know? especially with rasterized art.
most printers won’t show any noticeable difference above 300dpi, either. it takes a very high end printer to effectively use more than 300dpi. even most offset printers don’t really take advantage of the full 300dpi.
@jamesdhatch is right, though. the medium is important. wood will give you a very low point of diminishing returns on engraving resolution. and what kind of wood matters, too. so if you’re doing, say, baltic birch or draftboard/mdf, you’re on the lower end of quality. and if it’s plywood and you’re engraving through the surface veneer, even less. maybe a photo on cherry hardwood or an alder and you might have more of a use for higher res.
the kind of things you’re engraving here on the materials it looks like you’re engraving on here don’t really benefit from high resolution. all it will do is make the job run slower (and maybe a little darker).
also i have posted a bug for affinity designer on their forums about the excessive node creation on SVG export some of us have encountered.
You shouldn’t see a difference in wood or leather. You might on acrylic but you’re better off with a defocused engrave than a super high res one (which will be noticeable by its tendency to overmelt the overlapping lines - not likely the difference you’re hoping for).
Glad you were able to get it to load!
well we’ll see if it cuts properly this time…
looks to have loaded in the ui correctly. we’ll try the varying power engrave again.source file if anyone is curious: 
i’m still waiting on my shipment of proofgrade but i did a 1/2 scale test on a scrap of think maple ply i had left over. looks good to me with the new file i built with some of your suggestions incorporated.

thank you all for your eyes and brains and time. i very much appreciate it.
Big thanks to the community for troubleshooting this print!
@hellbent.t.destructo it looks like revising your design resolved the unexpected results in your print. Are you still having any trouble with this design?
the scaled down print of the new design printed just fine so i’m good with it. you can close the thread.
That is great news. Thanks for letting me know. If you have any more trouble feel free to start a new thread.