Just wondering if anyone has tried this and how they fit without doing kerf correction? I know on size box joints can be too tight to assemble once glue is added and causes some swelling, but is the need of the laser make them too loose?
Brian
Just wondering if anyone has tried this and how they fit without doing kerf correction? I know on size box joints can be too tight to assemble once glue is added and causes some swelling, but is the need of the laser make them too loose?
Brian
Sometimes laser kerf is just about right for wood glue, but I’ve heard it doesn’t stick too well to the finished wood that is Proofgrade, so people use CA glue some of which is pretty thin, so you might prefer less gap.
From a pure carpentry perspective, the joints should be tight enough that it requires a few light taps with a rubber mallet to fully seat the joint, it definitely shouldn’t be loose. I would apply the same principles here to laser cut items to. I’ve been using standard wood glue for all of my projects and have yet to notice any issues.
It would be nice for GF to solve this for us by allowing a path to be cut on the inside or outside of a line like normal CAM software…
Once my glowforge arrives I will have to test it out…or remember to correct all my drawings by the kerf size.
Brian
This! Then we could just print from Fusion 360 and be done.
Like clockwork, this suggestion comes up about monthly (it’s a great idea, so of course it’ll keep appearing!), and the answer is always the same:
Kerf changes depending on a number of factors (speed, power, material, and lots of others. search the forum for it if you want deep dives, they are out there), it’s really really difficult for GF to do this automatically, if they ever manage to do it at all.
So in short, “adjusting for kerf automatically” is at this point pretty much a pipe dream unelss GF has some sort of crazy wizardry in mind, and even then it would be almost certainly PG only.
There’s not currently any substitute for a solid test fit routine.
Hm…that implies there isn’t even a reliable way to compensate your drawings to get the exact dimension you want with kerf compensation. That hurts my head, coming from a hobby milling background.
Hopefully the kerf is at least somewhat consistent within the same material. Then at least you can get close. Not being able to compensate reliably may make it hard for people who plan to use their forge to print designs other people draw…luckily I am just planning to use this for my self made stuff.
Either way, we still would benefit from the ability to choose which part of the line we cut on…inside, outside, or on the line. I have heard there is a place to drop suggestions…i will have to go look it up and add to the pile.
Brian
Suggestions are best made in Community Support
If you haven’t got your Glowforge yet, take a close look at any video showing someone lifting a cut part out of the machine. The gap left cutting a part out of the material is identical to the gap that will be between non-kerf-adjusted pieces in an assembly.
Yes and no.
Keep in mind that the cut profile is sloped, and it’s wider at the top surface. If you flip and refit, the apparent kerf will usually be much smaller, if you’re using good settings that don’t overburn.
The good news is that you can generally dial in your settings in one or two proofs, and that for most things and most fits, it tends to land around .007-.009”
I won’t get into the mechanics of how to compensate; there are a million threads that cover that, but I’m able to get insets that have virtually no kerf by inserting a flipped small piece into a right side up main material, it’s just a matter of patience and being methodical.
You’re right that this has been covered a million times (I participated in a good deal of that coverage).
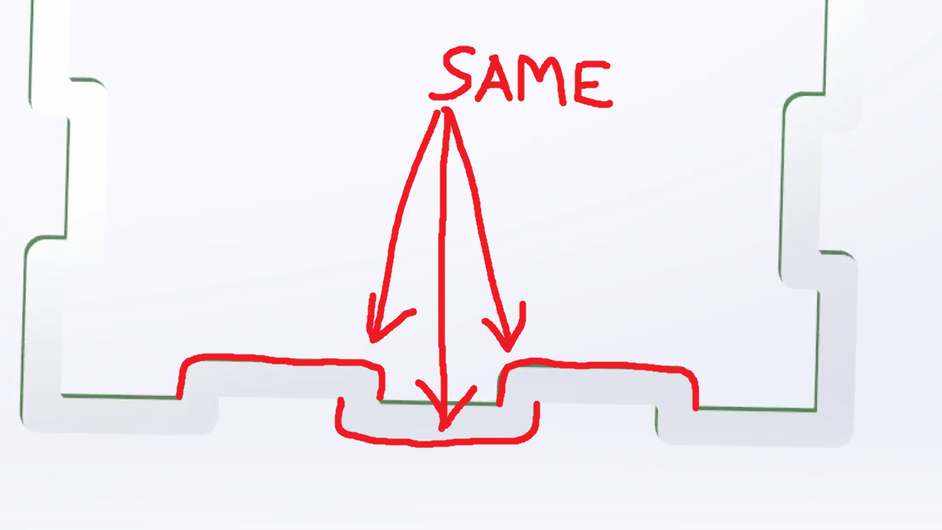
If you cut the side of a box that has three 1" tabs and two 1" slots on each edge, the material left over will essentially have two 1" tabs and three 1" slots cut into it at the same time. Without adjusting for kerf, the 1" slots cut into the edges of your box will be the exact same size as the inadvertantly-cut slots left in the waste material. I’ll make a visual aid, if it’ll help.
There is a taper to the cut. Flipping the part will alter how the tapers meet. But flipping the parts is always an option. A freshly cut piece will have the exact same gap as two non-kerf-compensated pieces when put together.
Here’s a screenshot from around 4:16 of the video I recorded below (during one of the earlier kerf-compensation discussions we had). I gussied it up with Paint to help illustrate what I mean by saying that intentionally cut slots will be identical to the unintentionally cut slots when kerf-compensation isn’t used. Since the intentional slots and the unintentional slots are identical, the gaps are identical too.
Yes they definitely claim superpowers in their advert.
- Precision within a kerf
The laser works by removing a hairsbreadth of material, called the kerf. Glowforge knows this and compensates, so if you draw two puzzle pieces, they’ll fit. Even better, the Glowforge can measure the material thickness so 3D objects slide together perfectly.
But of course they haven’t rolled it out yet, so I would say it is a pipe dream.
Technically… they do have precision within a kerf. What they don’t have is automated ways to leverage it. It’s totally feasible to move he laser a thousandth of an inch or two with great precision. Kerfs are several times that in most materials.
To summarize, lasers are not straight 
Yes, If the material is acrylic and intended to be fused/glued, then a saw cut is best because of that slope. A saw cut gives flat edges - most surface area contact. Wood is of course the same, but with compensation (I do 0.007 on proofgrade ply) it is tight, and I like to use CA glue after fit-up.
But they use the word “compensate” in their marketing. That implies actively doing something, not just relying on things to almost fit without doing anything.
Printtolaser,
So sorry I am being a little thick here, but my machine isn’t here yet and as such I can’t even check out the UI online. When you say you use .007" to compensate and get good fits, are you preparing your drawings with the fingers oversize by .007, or is there a way to tell the UI to cut .007 outside the lines of your on-size drawing?
If the former, your drawing of, say, a 3/8" box joint would have a tab .375 + .007 = .382 wide. If the latter the. You would draw the joint .375 and adjust the path in software.
I plan to draw something up to test out when the machine gets here, so it would be helpful to know. Thanks.
Unless something has changed in the last week, that is up to you. Need to correct for kerf in your files.
Sadly I’ve run into a case where this is not true, either. I’m cutting some 1/4" exotic hardwood (Padauk), and the kerf seems to be different depending on length of the tabs and/or direction they run on the laser bed (horizontally or vertically). My initial testing showed a kerf of 0.2mm on some small pieces, but actual pieces I cut wouldn’t fit. I dropped the kerf to 0.1mm, and half of the joints worked and the other half still didn’t fit. I’ll probably have to reduce to 0.05mm or maybe even 0 and use glue to make it stick.
OK so:
There’s a lot of material on the forum about how to manually correct for kerfs using either path offsets or setting stroke width, converting stoke to path and removing the inner or outer paths that result as needed. I’ll try to find the links to those threads in a second but it’s as easy-ish as searching for “kerf” and just investing the time to read through it all. It is a bit daunting.
That being said, many box making sites have options to set kerf width. There are also lots of posts about box generators in the forum, again it’s just a matter of investing the time to read them all, which can be a lot.
So let’s see… kerf. Read this beast of a thread, you’ll be nearly expert by the time you explore it:
Box makers… I posted a roundup somewhere… hmm. Aha here we go, read this sucker:
And these are just one example of each. There are many other threads if you go digging.