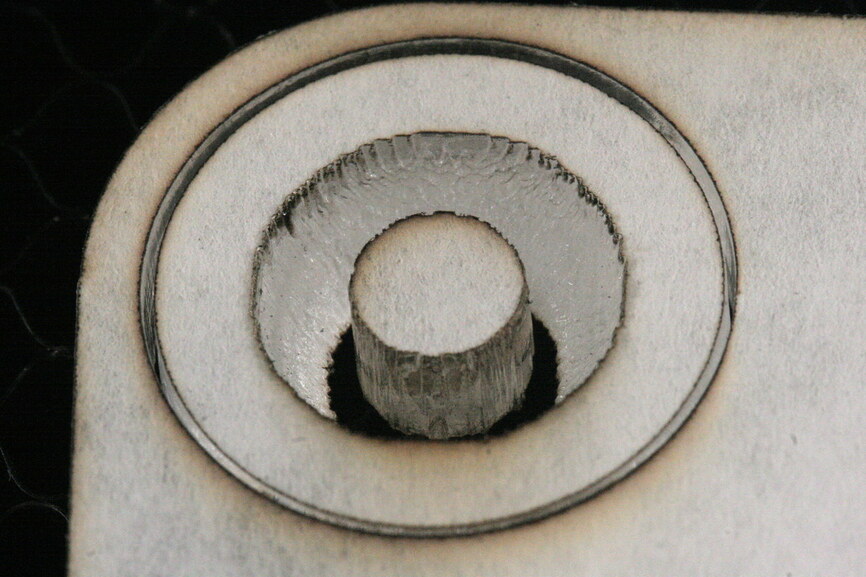
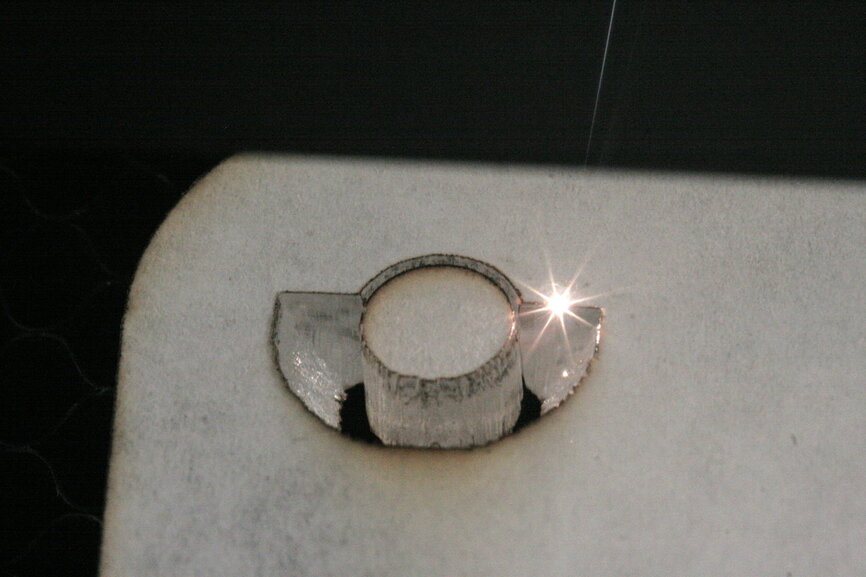
Yeah so… here’s a chunky 8mm machine screw countersunk into 1/4" acrylic.
Manual settings. One pass. 8mm is the only size screw I have laying around and the head is pretty much just as deep as the acrylic so I needed to go aggressive and engrave completely through. If I needed to do this again, I would step the speed up just a hair rather than reducing power, or reduce LPI from 340. This was an 8 minute engrave but most folks would usually be working with smaller hardware and thinner material which will take much less time.
In the close-up shot of the completed acrylic you can see what looks kinda like pixelation in the engrave… and that’s because it’s perfectly duplicating the gradient bitmap in the file. Wow!
The pragmatic in me says that it’s way faster to use a countersinking bit and a drill press to do this. But it’s fun to experiment.
The engineer says a countersunk fastener is the wrong application for acrylic unless it’s just a cosmetic application with low torque requirements and no risk of thermal expansion, but it’s still fun to experiment and maybe break something in the process.
Yes the key advantage I see with 3D printed or lasered countersinks is that the correct shape is a counterbore for the thickness of the head and then the cone. You can’t make it with a standard conical countersink bit. You would need one for each screw size.
They do make them for the various standard size screw heads.
I agree the counterbore is prettier, but the main thing is just to get the screw below ground.
Whether you do that with a cone or a counterbore does not change the functionality.
I’ve been noticing things like this as well - the detail this machine is picking up is absolutely astounding! (This goes so far beyond what I was expecting…it’s like every few weeks a whole new world opens up…I feel like we’ve had three Christmases this year already!)
Wait. I thought you were supposed to use countersinks on acrylic to prevent it from cracking. Have I been doing it wrong all this time??? From my work a un-countersunk hole cracks with less torque than a countersunk hole.
anyway awesome to see that its pretty easy with the
The sharp corners of the drilled hole need to be chamfered/broken so they don’t concentrate stress, but a fully countersunk screw will lock the acrylic in place and not allow for any thermal expansion or flexing if it’s attached to some other structure. In something like an airframe the holes need to be oversized and oversized countersunk washers used as well to allow movement.
Interesting. Well explained. So I’m wondering does making the chamfer on the Glowforge change its effectiveness? Is there a difference between removing the material with a laser and a mechanical method? Basically what I’m asking should I keep a countersink around to chamfer the holes or could I do it on the Glowforge without compromising structure.
If you’re talking about actual work vs goofing around/playtime, you want to use countersink bits. The time it takes to laser a countersink is much more effectively spent on the next sheet of parts being cut in the laser while the previous parts get the mechanical countersinks done. I mean minutes for one lasered countersink versus 5 seconds for a drilled one? Well, maybe 10 seconds since it is acrylic and we need to work a little slower. Still, no contest.
Plus, a proper countersink matches the angle of the head, and that angle/profile is going to be tough to nail every time with a laser. If the angle or the shape of the profile is off, the screw is not going to contact flat against the material thus concentrating stresses again.