I just did my first test cuts on Proofgrade medium maple plywood. The power settings seem just a tad low. I had a devil of a time removing the cut. In certain areas it did not cut through the back masking, and I snapped off a section of veneer while separating it.
4 Likes
I had the same thing happen once. On I think the same material. The next morning I did another cut and there was no problem at all. I can’t explain that. Except to think that maybe humidity levels were different that hot summer night than they were in that cool summer morning. I mean… It may be  but it’s still wood after all. I dunno.
but it’s still wood after all. I dunno.
3 Likes
I get this sometimes when I’m cutting near the edge of the usable area. I’ve seen it on both PG and non-PG materials.
1 Like
I’ve experienced the same thing on my Basic. Sometimes I can attribute it to a bit of warping/bowing, but sometimes the cut is simply a tad light. Reducing the cut speed a bit usually helps.
This also taught me a valuable skill - checking that I can lift pieces with a bit of blue tape before moving the whole piece.
Best of luck!
13 Likes
I’ve been doing this more and more, too. Great little tip.
5 Likes
My maple plywood cuts fine, but I did an engrave that really didn’t like that QR sticker! (engraved area was raised where the sticker was - don’t remember engrave power setting though)
2 Likes
I’m just going to point to something that @jules shares a lot. I got one of these and I use it ALL the time. Not just for checking to see if a print cut all the way through, but to even help weed the masking off. It’s a great little tool. (click through to see the pick and the link to amazon to get it)
4 Likes
Yeah, I stumbled on that with that token job. had to flip 900+ pieces from their cut hole and place them back to register the other side. (having a well tooled jewelers bench, I have an assortment of the pics too.
In the token application, the tape was dope.
1 Like
Thank you so much for letting us know. I’m afraid we need a bit more information to narrow it down. Do you know the date and time (including time zone) when this happened so we can investigate for you?
Unfortunately, I don’t recall the exact time. It was 9/26, at night, around 10pm Eastern.
Make sure your ply is ultra flat, it has a tendency to warp a bit over time depending on how you store it, that warping can cause issues with cutting.
1 Like
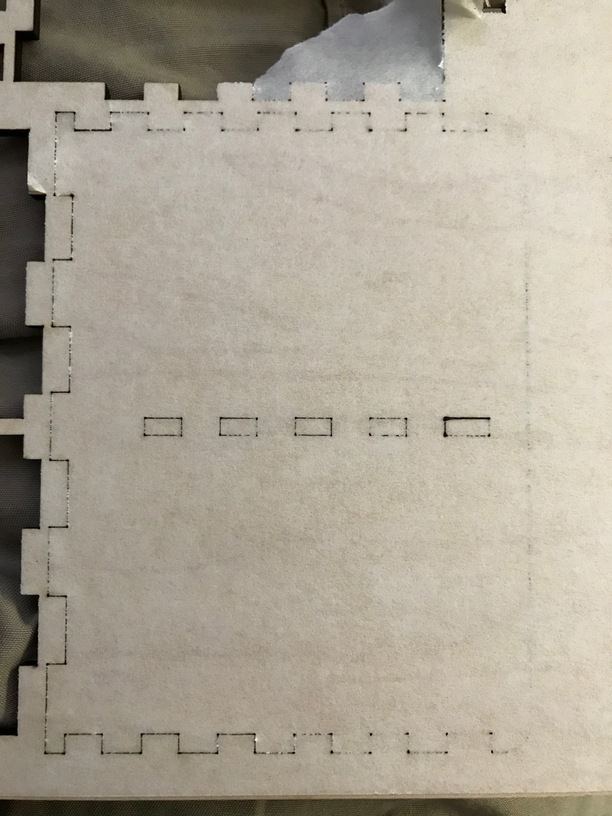
It just happened again, 9/29 at 9:29AM. Job was called “aligner”. The piece was cut out of the lower left of the bed. Laser barely made it through, the back mask was generally not penetrated. Two pieces dropped out, most of the rest could be punched out except the corner piece.
1 Like
I’m sure support with give you a better answer, but that particular behavior often happens when the material is ever so slightly warped. Just from the picture and the way the laser cut, it seems like that bottom right corner may have slightly been warped up off the bed.
@dwardio has suggested that slowing down the speed a bit (with PG ) helps to get all the way through.
I would take that to mean, a slight warping is changing the sensors to be just under powered thus slowing the speed allows for full cuts.
1 Like
I think it would need to be substantially warped to make the difference between cutting through the full thickness to not going through the masking or even marking it much.
1 Like
You’d be surprised. A small warp makes all the difference in the world. For example last night I cut a 1" square in the corner of PG and could not see any hint of coming through the bottom mask. I raise the focus 0.015" it cuts completely through every time near the same spot. Extremely repeatable and has been that way for many months. The PG settings usually work, but when it doesn’t I raise my focus ever so slightly. Now this is on a Pre-Release machine so others may not have the same results or issues. The point is 0.015" makes all the difference in the world. So warp has a big effect.
6 Likes
@jsc…this is pretty much exactly like the Z-gap - a small fraction of a mm off and the beam is going to be just a little bit shy of the mark getting all the way through using the default speeds. (Especially out near the edges of the bed.)
I know Glowforge has to set the defaults for the most common situations, but for my high humidity area, the defaults are just a little bit too quick for the maple, which is a hair thicker than the other Proofgrades.
I generally set a Manual cut speed about 10-15 points slower than the defaults, because I hate having to run a second cut, and I always check for a complete cut using the tool below before removing a cut from the backing material to keep from wasting it.
The slower speed gives me a slightly larger kerf, but generally I’m gluing anyway, so I don’t care. That slightly slower speed has saved me a ton of time, and the weeding tool has saved me a ton of wasted material…it’s a lot worse on non-PG materials.
Anyway, you might want to try one of those options just to keep from wasting material. 
1 Like
You know, that’s the one thing I haven’t tried yet…I might need to do that and see what happens on the next cuts.
Sorry I thought it was a picture of the top mask. Now I see it is looking from the bottom it just hasn’t quite gone through.
Still 0.015" seems an unbelievably small margin for a 2" lens. A lot of sheet materials are not that uniform even when laid flat.
Surprised me too. Have gotten in the habit of adding the 0.015" to most of my cuts. That doesn’t mean that the GF automatic settings are wrong or that there is a problem with the machine. My basement is naturally humid and that may effect the material. But changing the focus ever so slightly really impacts my cuts. I don’t bother changing engraves or scores.
1 Like