I’ve been working on a project of my own design and realizing that I might be nearing the limits of the GF’s ability to deliver consistent precision. The results I’m getting are just weird enough that I’m not quite sure if there’s something bad about the one cut or if I just shouldn’t expect the precision I’m going for.
I’m trying to cut a grid of 25mm squares with 2mm material left in between, 16 squares wide. (That is, closed square paths, separated from each other. Like a waffle. I’ll post a sample file when I can.) This is on Medium Walnut Plywood, so I’m expecting some difference from those measurements due to ~0.1 mm kerf. (And trying to correct for that in other pieces that will fit tightly into the squares.)
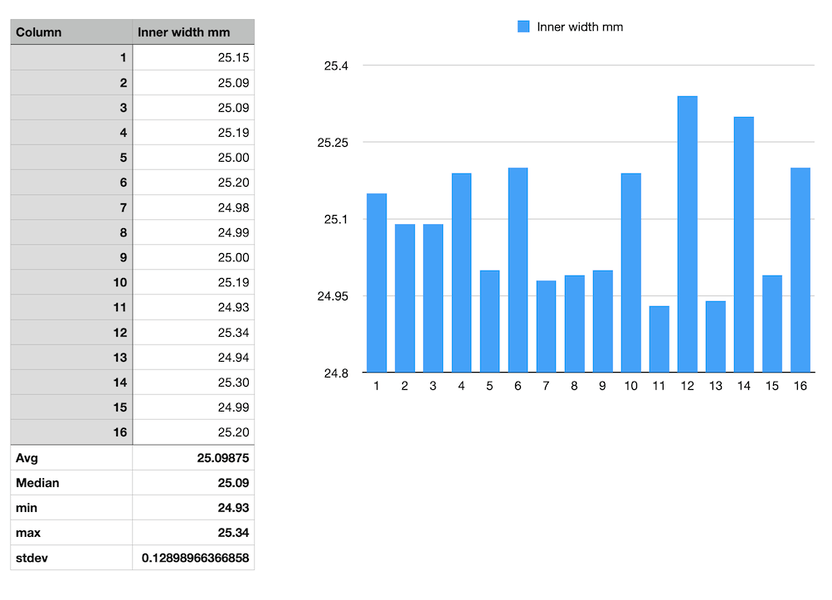
The difference isn’t consistent across the whole grid, though. It’s mostly consistent vertically — the inner width of the cut squares varies by ~0.05 mm or less between squares in the same column, definitely little enough that I can not worry about the difference when cutting pieces to fit into the holes.
But the variation between columns is bigger than the kerf. Inner widths vary from 24.93 to 25.34 mm between columns, with some pretty big swings between adjacent columns. And this variation is larger than GF’s advertised 0.025 mm positioning precision — otherwise I’d suspect some sort of quantization effect leading to the swinginess. Data:
This makes it really hard to correct for when cutting pieces to slot tightly into these holes. Before I commit more material to tilting at this windmill, is there anything I can do to ensure a more consistent cut? Or am I stuck trying to do different kerf compensation for each column of inlays?
How are you doing the cuts - each square individually or single horizontal and vertical lines that intersect? Would you consider sharing the file to see if someone else has similar results to you? What material are you using to accomplish this outcome?
I think this is a good point. I would suspect that doing long straight lines rather than lots of small rectangles to be much more precise.
I have two other points:
Are you absolutely positive the material is fixed firmly? I could easily imagine a little rattling making that much difference.
I would make the sure belts are perfectly clean. I’ve just had much worse issues with wonky squares that came down to some invisible crud on the belts. Never saw it but I cleaned them thoroughly and problem went away.
I’m sorry you’re having trouble getting the desired result for your project. Thank you for the very detailed information about your measurements and what you’ve looked into already.
Something to consider in addition to positional accuracy is variation in kerf. The laser beam removes material in a circular pattern. The diameter of the circle (the dot size) depends on what the material is, but ranges from 0.008" - 0.025" (0.02032 - 0.0635 cm). Materials like natural hardwood and plywood can sometimes have variation in density, even within a single sheet of material, so it is also possible for kerf to vary slightly from one area of a sheet to another. Material can also sometimes warp very slightly when many objects are cut out of it, and this may also impact the results.
Belated followup: I still haven’t tried cleaning the belts, but I did try just re-cutting the same piece (the large front panel for this project), with it more centered in the cutting area, and it had a little bit less variation.
Thank you for the update. I’m glad to hear that changing the position of your material helped a bit. I looked at the logs from your most recent print, and unfortunately the logs were incomplete. It looks like the lid may have been opened before the bed image updated. If you run a similar print soon, after the print is complete, you can ensure that the bed image is taken after the print by leaving the lid closed until your bed image updates in the app.
If you run into any questions while checking and adjusting your belt tension, please let us know and we’ll be happy to help!
It’s been a little while since I’ve seen any replies on this thread so I’m going to close it. If you still need help with this please either start a new thread or email support@glowforge.com.