Would we be able to receive comparisons on differences from the Basic and Pro versions of the machines?
Or better yet. How they would stack up to other machines such as Universal or Trotec. (Not that the Glowforge would be able to compete with those)
I’ve worked with a Speedy 400 Trotec and it’s able to do a 10in x 10in Square with a cut in about 20-25 Minutes.
How would the Glowforge Pro compare?
We at Glowforge are experts in our products, and will defer to the fine folks at other manufacturers to tell you about theirs. The Pro cuts about 15% faster than the Basic.
Unfortunately I’d need more detail to tell you about a 10x10 print - it depends on the material, the design, and many more details.
The Design would be a straight up 10x10in Square (Nothing fancy just a square) onto a Maple Veneer The Maple Veneer is .25mil thick. How long would it take to Engrave and Cut the square out.
A 10x10x Square on Maple Veneer .25mil thick takes 16 minutes on the Trotec Speedy 400 (600 DPI). That is an engrave and cut.
The Speedy 400 has a 100Watt CO2 Laser. Yes I’m not expecting the Glowforge 45W Laser to be able to compete with a 100W Laser. Just want to know comparison.
P.S. I’ve seen videos on Youtube of people who were given access to Pre-Release units and have noticed that the laser will cut first and engrave second. This is bad practice as cutting it first causes the engraving to not be 100% clean and accurate because of possible movement of the piece of wood that was cut out. Can this be fixed or have people just not been doing it properly? This video that I found on Youtube shows a perfect example as to what I mean. Skip to 3:35: (https://www.youtube.com/watch?v=sz2rOsrbbKY&t=307s) Granted the material he was cutting was paper but if I would be able to have control as to what gets cut first would be ideal. In his case I would have cut the eye holes first and then cut the body/head. Or would I have to run two separate jobs?
The program I’ve used on the Trotec is called Job Control. I think it’s unique to Trotec but programs like that and CorelDraw would be great assests to take inspiration from seeing as they have had an established business and years of experience with programming for lasers. In Job Control I was able to set up to 10 different cuts in the order I wanted based on the color of the stroke on a given vector.
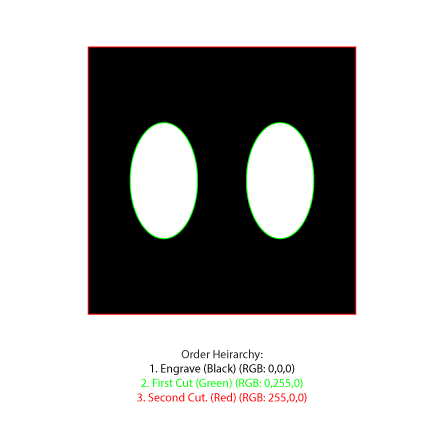
In the Image above You have your Order Hierarchy.
I would then be able to set a .001in Stroke to tell the laser what to cut (For the sake of the example I’ve made the stroke 1pt so that it would be visible, but would normally be the .001in to try to match the width of the laser beam.) .
There are two kinds of strokes on the image provided above; one green and one red. I would tell the laser using said Program to cut any green strokes first; Cutting out the two ovals. Then would tell the laser using said Program to cut any red strokes last; Cutting the square. So when running the laser this is what the laser will do. Important: No matter what Engraving always comes first!
The laser will engrave any Black Fill (RGB: 0,0,0) that is on the print.
The laser will cut any Green Stroke (RGB: 0,255,0) that it on the print.
The laser will cut any Red Stroke (RGB: 255,0,0) that is on the print. FINISH!
Um while slightly accusatory to the rest of us, you can reorder any and all of your operations with a simple drag and drop (as I demonstrated in my heart valve cut out)
I have a pre-release Glowforge and I’m willing to test your file for you, but I do have a few questions:
Are you really specifying a 10 inch by 10 inch engrave area? That is a heck of a lot of burning and maybe a CNC router would be more suited to your design. The size of the engrave on the .png you uploaded was only 3.75" square and would be a lot more logical in this machine. If you were to upload a .svg file in the exact size you prefer, it would be easier to test.
The amount of time it would take is also dependent on how deeply you want to engrave, which is a function of speed and power. I’m not seeing any specs of that sort in your request.
You mention 10mm veneer; I suspect you mean plywood. There is no such thing as 10mm veneer that I know of, by definition. Veneer is meant to be a thin material applied to thicker base woods.
So anyway, I made some assumptions and reproduced your .png file in Illustrator at the 3.75" square dimension. It is a simple matter to order the engraves and cuts in the manner you desire as long as each are specified in different colors, as you have. I ran the test file through the Glowforge app interface at 340 LPI (keep in mind that DPI=LPI*2) with the following results:
Power 5%, Speed 335 in/min, 340 LPI; time 24:32 minutes.
Personally I have found I don’t need to go much higher than 225 LPI and that would bring the whole operation to 16:65 minutes.
I hope that helps!
Oh, and you might want to spend some time poking into the forums–lots of these questions have been answered before and you can see some amazing things if you check out the Made On A Glowforge category!
Yes I did mean 10x10 in square. The picture was purely an example. Has nothing to do with what I wanted to achieve. It was part of the P.S. part of the post.
I was able to do a 10x10in square on the Trotec Speedy 400 with 600DPI at 15 Min 40 seconds.
I know it’s a lot of burning over a large area, I’m actually wanting to make big projects that would utilize the 12x20in surface of the machine to it potential.
Okay, I see the confusion about the veneer. It is specified in mil (which is .001 inches), not mm. So you are looking at 0.01" veneer.
600 DPI would be equivalent to 300 LPI. I have discrete settings at 270 LPI and 340 LPI but not 300 LPI so it wouldn’t be exactly equivalent.
To engrave veneer without going all the way through it requires a low power mode that is not accessible to our test units just yet. So I re-ran the test case using the lowest possible power (1%) and highest speed (335) and 10"x10", and I get 1 hour 43 minutes. This is with a 40 watt Basic unit. It would still likely burn through the veneer right now. When we get our low power settings activated I would expect that it would probably not do that but I don’t think it would be substantially faster.
The Speedy 400 has a 40 - 120 W CO2 laser and a 10 - 50 W fiber laser. And a top speed of 3.55 m/sec and an acceleration of 5g.
The Glowforge’s speed at 335 in/min is .14 m/sec.
I couldn’t really find a price for the Trotec, which is never a good sign. From what I could find, I would estimate that a new Speedy 400 is about $30K-$40K.
So an interesting comparison, but, as was pointed out in the OP, the specs on a $3K machine are going to be different from the specs on a $35K machine.
But, the GF is slower than other machines in its class - typical speeds are 1000mm/sec (or 1m/sec). I believe the speed is something being worked on but I don’t expect to see an order of magnitude better performance. It’s a trade-off - do the other features make up for its slowness for your use. For a consumer the speed is probably not a big issue. For a commercial operation it may be limiting and another machine more appropriate.
For a consumer or small crafter the design and prep portion of the process is the big piece of the total work. Everything GF does to make that easier is going to make the total time to finished product lower.
For a commercial operation where repetitive jobs are run, the design time becomes a smaller portion of the total job time and machine speed becomes more of a factor and may make the GF an unsuitable solution.
Its probably amazing, but for $30-40k I would also want a transcript for the meeting that determined the name.
“We need to stay on message. What name really conveys that our machine is a fast laser?”
“Uh, fast laser machine?”
“Way to think outside the box, Steve.”
“How about speedy? Speedy laser machine.”
“Add a number. Focus groups love numbers. But a big number. At least double digits. Speedy laser machine 7 sounds basic.”
This was all very helpful and informative, I know. Now back to regular scheduled programming.
Edit: pretty sure the logo is Helvetica. If you like fonts and documentaries about fonts, there’s a documentary about Helvetica called Helvetica. It’s the best documentary about fonts that I have ever seen.
That is everything I needed to know and you put it as direct and straightforward as I wanted.
At the end of the day when we do a side by side comparison we have determined thus far. That a $25K machine like the Trotec Speedy 400 vs a $5k machine like the Glowforge will have a difference of time of roughly 1.5 hours.
I think of it terms of a ratio. For the engraving test done, the Trotec was 7 times faster. Which, considering the max speed of the trotec is 25 times faster than the $3K Basic Glowforge, is interesting. This implies the larger the area to be engraved, the faster the trotec will be relative to the Glowforge.
A 2.5" square version of the same figure (two ovals cut out and the rest engraved) would take 10:37 on my Glowforge Basic at 270 LPI. As of today (they are still tweaking software).