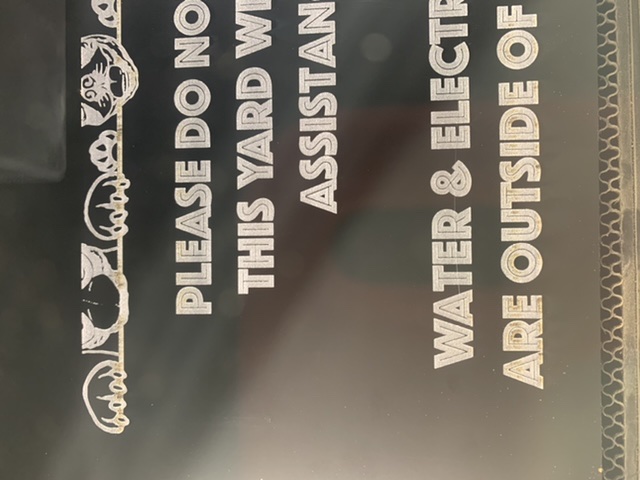
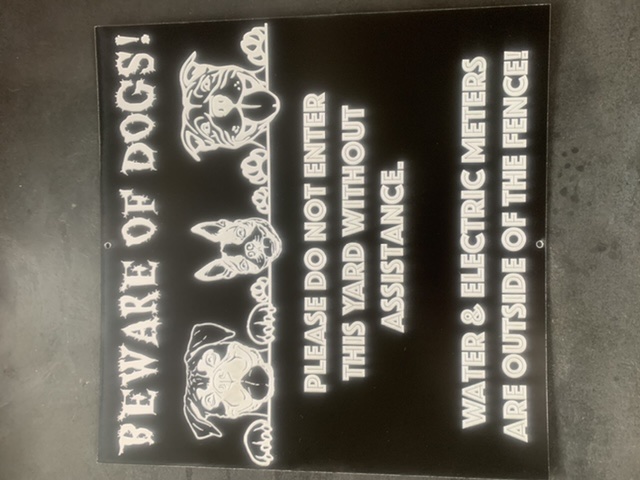
I bought some 2-color 1/16th plastic over acrylic off amazon and tried engrave on 1000/45 dpi 675. It’s working but not very deep. The engrave time is 2hrs since this sign is 10”x10”.
My question is should I attempt another pass to get it deeper? I’m concerned on the burn marks I’m seeing and not sure if it’s smart to try. Any recommendations?
Yeah you should be able to run it again then. As for “should you”, that’s up to you. Engraving is the most artful part of lasering, it comes down to subjective decisions.
A recommendation is to stand 6 or 10 foot away and see if the signage looks okay. That is a thing with signs. We are looking at them right there in our lap, but others will be a distance away.
As to parameters:
I use a lot of the two color for earrings and signs and have some real accurate ‘ballpark’ numbers for it.
Some colors like teals, some blues, and especially red seem to need a harder hit because it blocks or absorbs the laser.
I have had to drop speed to 800./80 or 500/100 for an engrave in one pass on particular colors.
Experimentation is the key. For instance, the red/white debris seems to almost act like a dye pack and tints the exposed white engrave. A normal engrave of 1000/60 followed by a low power ‘clean up’ second pass will resolve this coloration problem.
These numbers are my go to start parameters, but as mentioned, sometimes they may need a little nudge.
So, I ended up scraping the first sign and testing the material (like I should’ve to begin with) for cuts and engraves. It ended up needing 1000/full for engrave and 300/full with 3 passes to cut. Good thing was I got the time down to 46 min from 2 hours which is a lot better with the plastic smell. This is an outdoor sign for my fence so I’m okay with the level of detail. I won’t be using this material again though for high quality projects. As always, thanks for the guidance!
I’ve noticed that dust from the top color layer tends to blow into the engrave and makes it look stained. I discovered blasting the engrave with a stream of alcohol from a squirt bottle washes it out.
Water may do the same for all I know, my bottle happens to be full of alcohol.
You know I’ve read that, but have never experienced it.
That Odell Brewing thing I did, I cleaned some black paint off the clear acrylic and wiped it dry. No crazing.
That 5 power cleanup only works if the time to make another pass at low power is not a problem. I work a lot with tiny designs, but a long engrave for a sign may be the time to give it a squirt.
As mentioned, I have only seen the crazing on transparent materials. I have sprayed some alcohol on a napkin and wiped the backside of earrings that had flash on them (because I was not bright enough to mask the back - d’uh). Never saw a problem with the solid two color stuff.
But a few of the clear acrylic I have wiped did indeed craze. Some physics to explain this, I am sure, but I do not have the data.