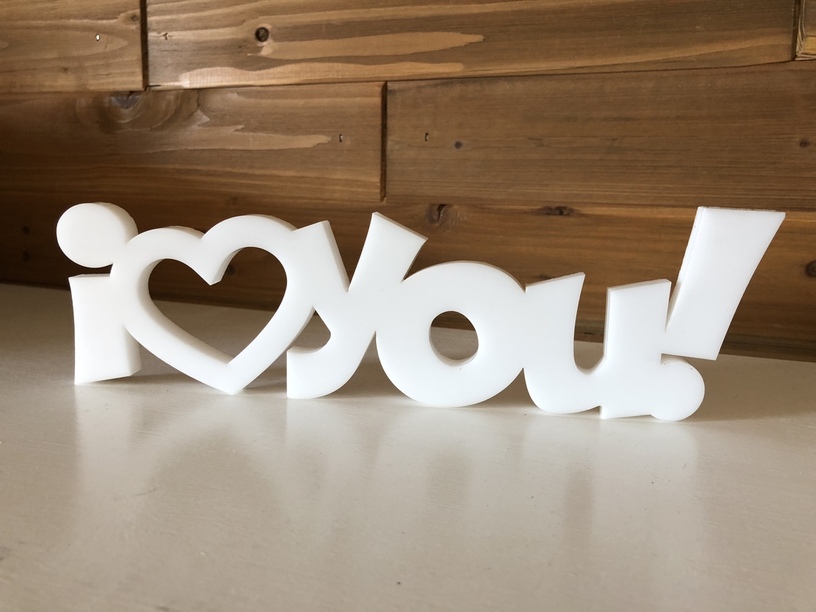
Playing with some 1/2 white acrylic and I’m loving it! But I’m still learning what settings to use. Can someone give me some wisdom here?
The most successful I’ve been so far is when I’m using 100 power/110 speed and .4 thickness with 3 passes. But this leaves the back side edges a bit rough and in the place where two cuts are close together it looks like it’s melted and it’s not clean at all.
That sounds like a pretty tall order. I’ll be interested to see how clean of cuts you can get. The cleanest way would be a cut and flip but definitely more difficult to set up. Might be less work to polish the edges.
I see what you’re talking about and I would feel the same way. I’m pretty picky. Though overall, looking at your finished product head on, it looks pretty darned good!
The backside where two cuts come together is melted due to dwell time in that area. You could experiment with more passes and less power in these regions by making extra score paths stacked on top of the overall path. This way you can get additional cuts at a higher speed in your troublesome spots so you’re not cooking those areas where excess heat will deform your project.
If it were any other laser with more programming control, I’d suggest larger acceleration and braking (mm/s) values (eg. stomping on the brakes and gas harder) to reduce dwell time in the pockets/corners and alleviate blowing them out. Also a lower nozzle height, and increased assist gas would also help, however these are all features in much more expensive lasers.
I was able to cut 0.5 inch clear with 2 passes at 115\full and they came out beautifully. They were for the bases on my work awards Work Awards .
White may be a different issue however (is it cast?PET?) The first cut had flashback on the back but I was able to save the piece by cutting 1/16 off the edges with new setting and it worked like a charm… nice clean edge.