My idea was to put a dummy engrave past the end of the work piece so the head makes a trip there when you want a rotation. The engrave would be split into sections that are on top of each other in the file, with a an advance dummy engrave between them.
Having thought some more an IR sensor is probably a bad idea as it might get triggered by smoke. A hall sensor looking for the magnets that hold the head is probably ideal. Or you could attach a tiny magnet if needed. Or use capacitive or inductive sensors to detect the metal bracket under the head.
Ideally we could get Glowforge to support this effort by adding an option to force the head to move to a specific location between layers of an image (for example) so that could trigger a rotation. If they do that, then we don’t need to work out crazy gymnastics to try to tell when to do a rotation.
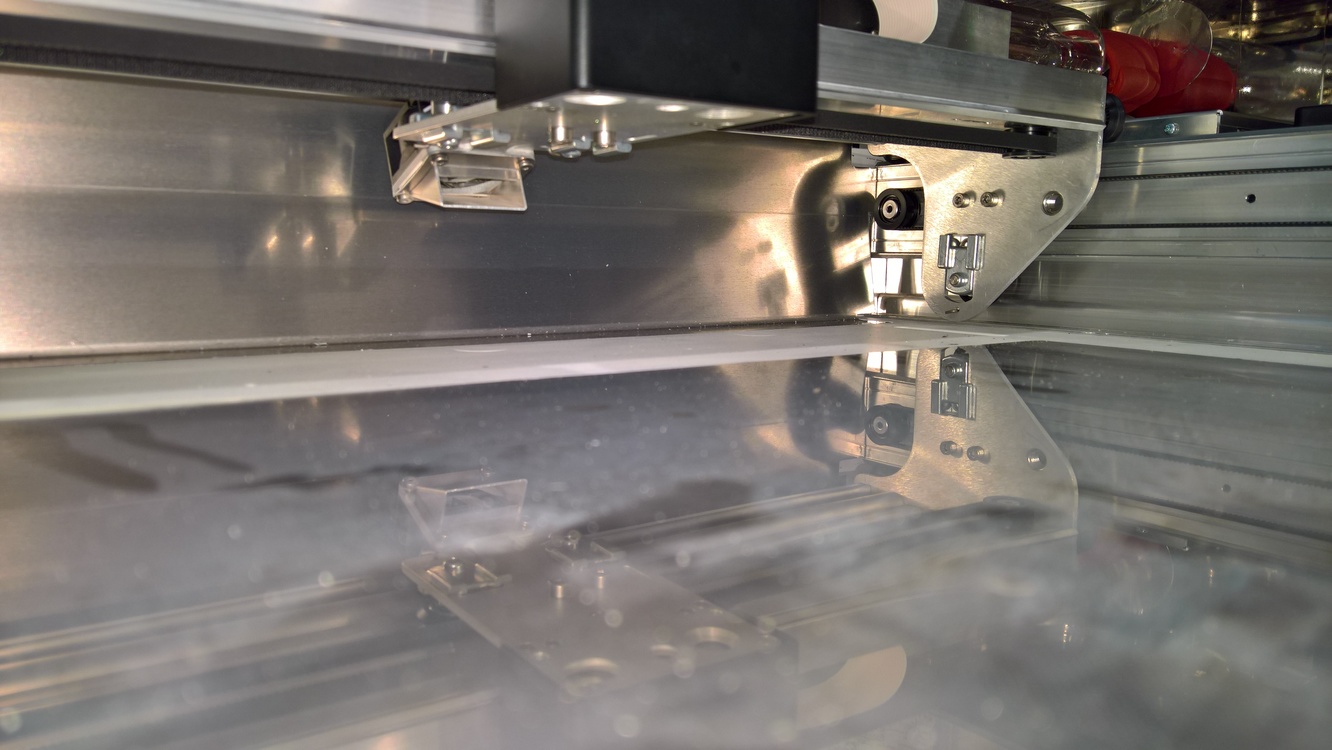
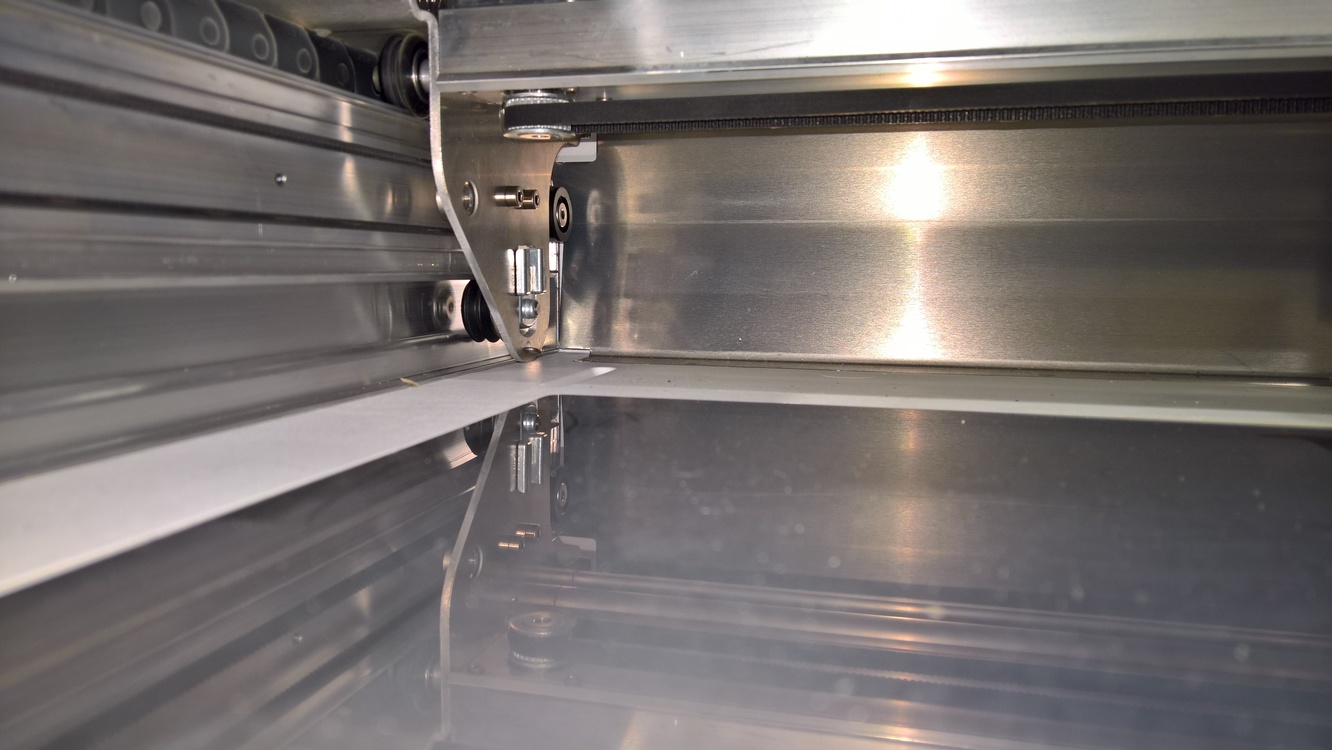
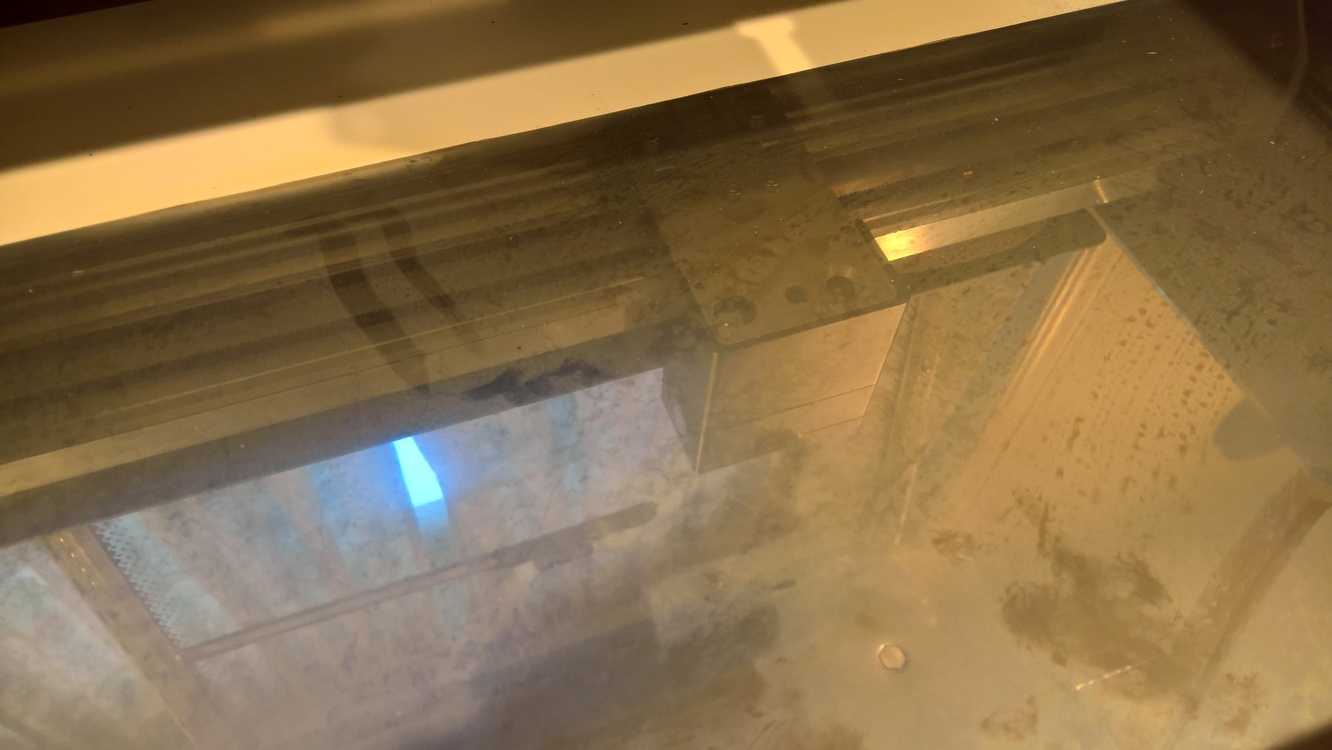
Is it possible to get a high resolution picture closeup of the inside floor of the GF? Focusing on the area that’s covered by the laser head. I’m interested in what components aside from the case gusset rail/rib are in there. It might be possible to void your warranty and open up the bottom to accommodate items taller than current the 2" limit. Nevermind the warranty, laser radiation, smoke, fumes etc (former sheetmetal 4.4kw CO2 CNC laser operator).
Assuming that there’d be a compromise in the structural integrity of the enclosure it is certainly possible to design a gusset/fixturing plate that would attach to the bottom of the printer to stiffen and regain the strength of the original enclosure. This would be so much easier if I had hands on access to one. Depending on the design it could possibly simply rivet to the underside of the existing GF floor plate, being slim enough to retain the original feet, or designed to raise the whole printer up and use feet integrated into the stiffening plate.
Depending on the quantity volume a group buy purchase could be arranged to leverage volume buying to reduce overall cost. I know that Davis Tool has turnkey idea to shipping coverage. eg: send them the STL files, and how you want it finished, and they’ll laser it, deburr, grain it if desired, perform any press brake ops, install hardware and fasteners (pem-serts etc), prep, powder coat, package, and ship the items. (I used to work there)
I also know of two other shops in the Portland, OR metro area that have similar capabilities (friends/coworkers work there now).
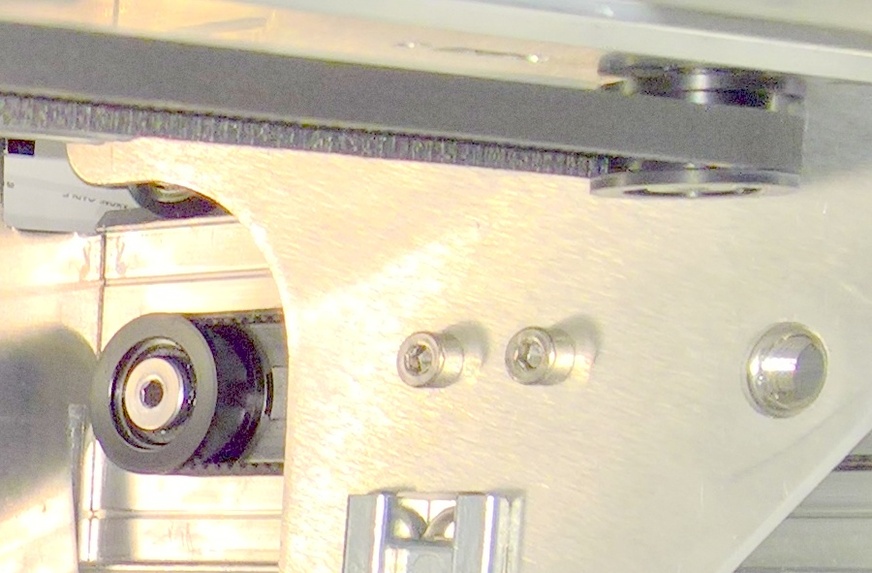
That is likely the cause of the cross hatching @Jules gets with her engraving settings. I solved this on my Mendel90 3D printer design by putting a half twist in the belt so that the flat side runs over the flat idler pulley and the toothed side over the toothed drive pulley. On my next design I will use toothed idler pulleys with integral bearings that have become readily available now.
You might have noticed that the download version of the image had that detail.
Discourse tends to look at your screen size and browser window to display pictures. It will allow single post pictures to be displayed at full resolution (by clicking on it a second time after it displays the picture to match your browser window).
Unfortunately, if there are multiple pictures, the second click then takes you to the next picture.
It is nice to be able to download the actual picture and view it locally. I use a Windows 950 XL phone with a 20 Meg camera to get the best details I can. Then I upload to the forum so people can get as much detail as possible.
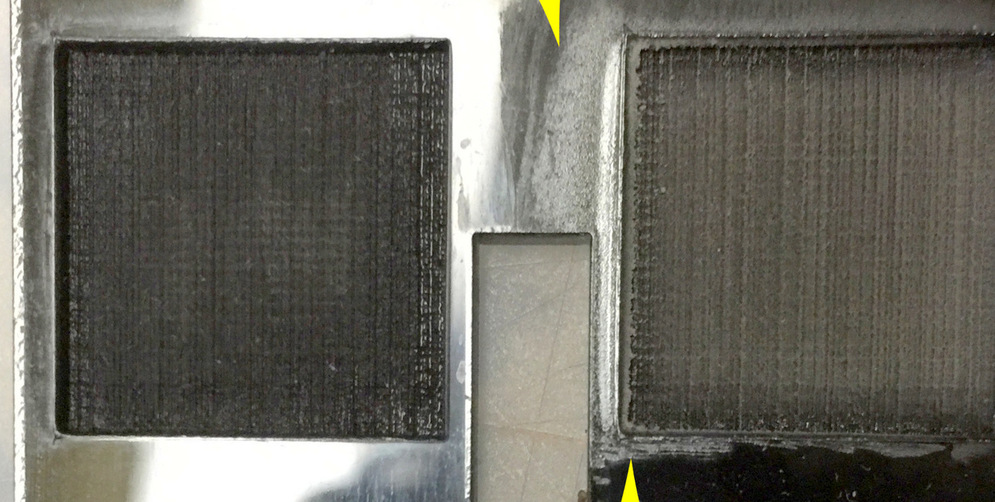
Yes I downloaded it, cropped it and increased the brightness to be sure there were no teeth in the black plastic.
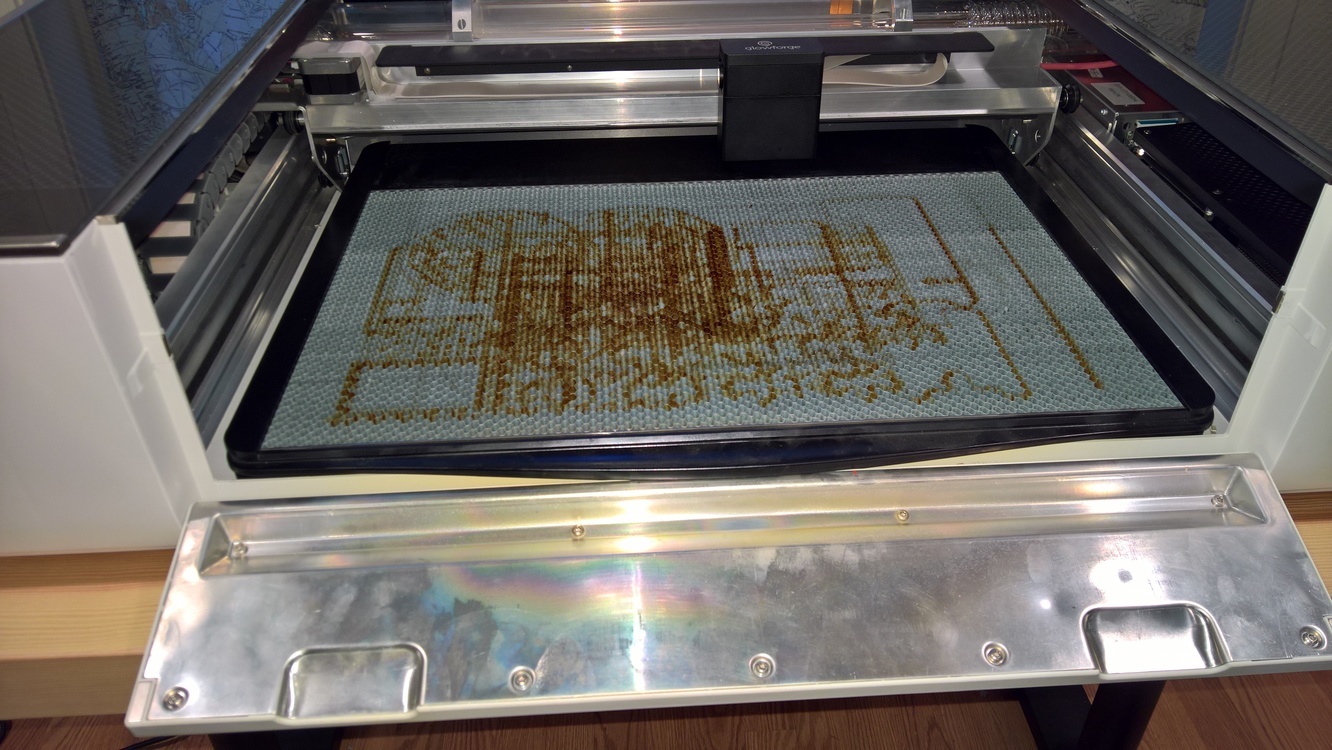
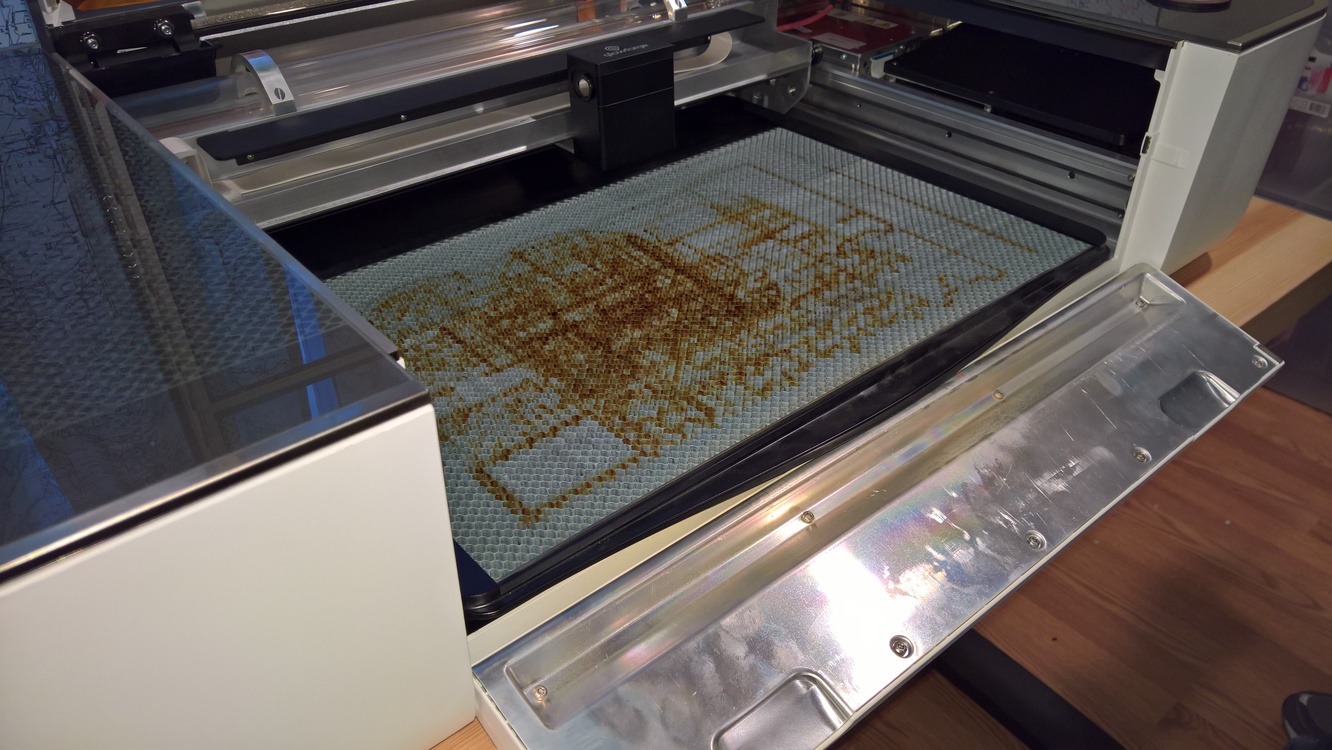
I need to know the size of the squares in @Jules’ test to work of if the ripples are related to belt pitch or stepper motor poles. Here is her picture with similar treatment.
Preparing the GF for “Transport” eg, reinstalling the foam items that hold the tube and everything in place
Checking if you can turn the GF upside down… (would make modification much easier if we can invert it).
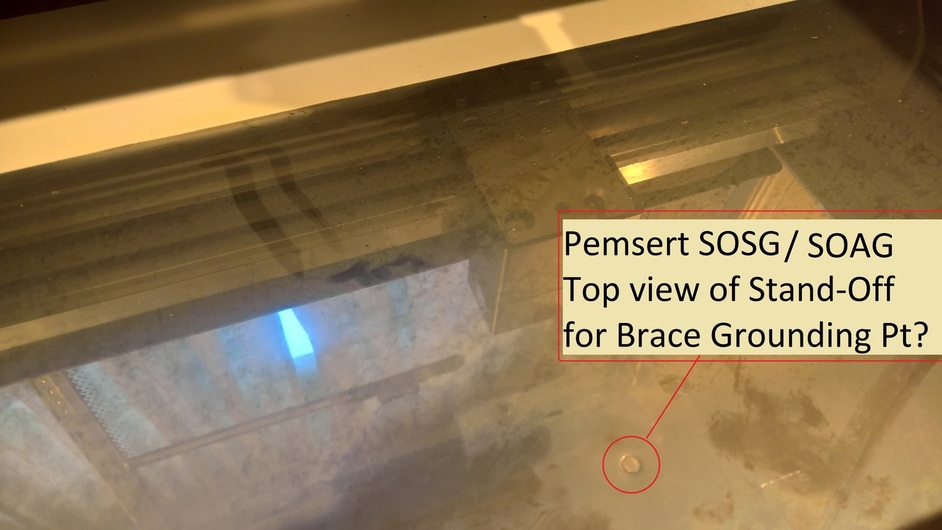
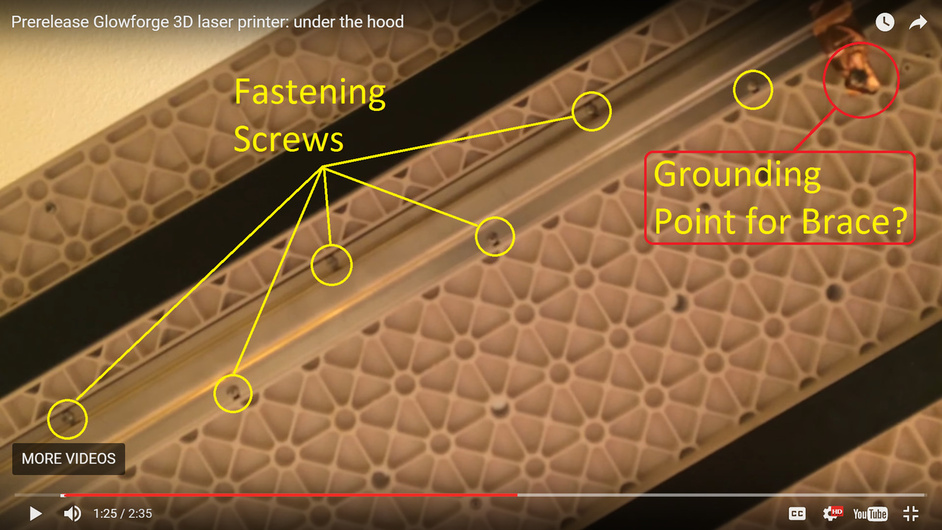
Removal of the grounding strap screw, and other mounting screws for the brace
Appropriate spark/dremel abrasive disc debris mitigation (carefully enclosing and covering the insides to prevent debris/grit/dust getting anywhere we don’t want it). Taping the dry side of a damp cotton cloth/towel etc.
Saran wrap will work too, be careful to ground yourself.
Use a shroud, and perhaps additional vacuum suction to exhaust grit as you cut the floor out (leaving enough lip around the edges to support the honeycomb crumb tray)
Test mount Brace
Mark edges/Cut Lines
Cut Brace
Wave Magic Wand
Install Stiffening Plate
SUCCESS
I will admit at this point, I’m thinking an entire stand solution would be best. eg Very similar to additional “Trays” on large office laserjets or similar to the stand below (Bretford Printer Stand)
The complete “stand” would allow for a set height (eg: 10" of additional height) of course you’re going to lose a few inches to the stepper motor, idler/casters, rollers & , and also eliminate a lot of other problems (laser radiation leakage, venting fumes/smoke, fully enclosed and grounded work area). It could also incorporate accommodations for internally (within the enclosed/sealed laser burn area) mounting the rotary indexer of your flavor, eg: aluminum T-slot, or enough mounting points, kind of like a machinst / welding fixture table.
Again, the workpiece size constraints would be the limited by the opening created in the floor of the GF, AND being able to get the work surface within the range of focus +/- any in-the-wild (user discovered) range. (eg: burning beyond a normally acceptable focal length for creative purposes. etc)
The case of the glowforge is very important in keeping it square and rigid. If the bottom section is removed you will need to reinforce the opening quite well to keep that rigidity. Otherwise you will have issues with the lid shutting correctly and the lid camera being where it needs to be.
That metal track running underneath carries the cooling and electrical from one side to the other.
you need adequate clearance for the air intake under the print button area.
I wish they had put in a Bluetooth board. That would have been a great way to pair devices and accessories. Bluetooth blast gates, rotary indexers, Arduinos, pick and place devices, etc.