A bit of good news. The bed printing area has thus far been artificially restricted to 10" X 18.5". There are plans to slowly increase it toward a goal of 11.5 X 20.4". The limit was increased today to 11" X 19.5" and I can confirm it cuts to those dimensions. Apparently the company is working toward the plan.
I have no idea whether all of the units produced have the same S/W limits.
Yes but all CNC have acceleration. It doesn’t stop them stopping at the end of the axis.
When raster engraving yes you need some space at the ends so you are up to constant speed but why is the Y axis constrained and why can’t you vector cut right up the physical limits?
3D printers do, but it makes no difference. When you laser cut a rectangle you decelerate and stop at the corners. There is no reason I can see why that can’t be at the physical limit. Does the head overshoot when cutting rectangle?
Vector scoring is different because to avoid over scoring the corners you do want to overshoot and orbit back around but GF doesn’t do that, it over scores the corners.
Well anyway, to some of us it is good news. At 20.4" you hit a mechanical hard stop. On my CNC the mechanical hard stop is much wider than what the router is able to rout. To access a full 20.4 I would imagine there has to be some pretty fancy motion planning.
No that is very basic motion planning. You work out your stopping distance with v^2 / 2 a and start decelerating that distance from the end. The GF must do that at every sharp corner and stop exactly at the corner.
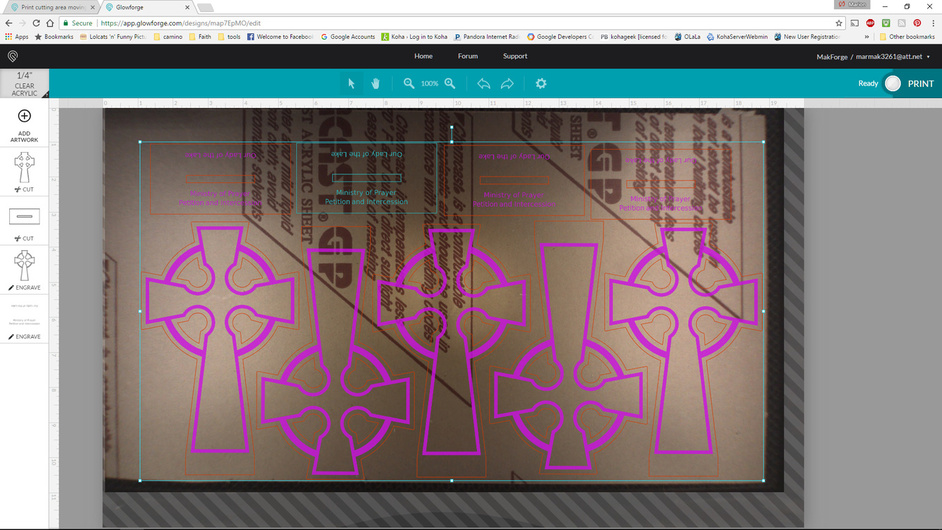
Can confirm. Read this topic just after I cut some acrylic down to 10.5"! Oh Well. this is excellent. I can print five crosses and four bases in one go!
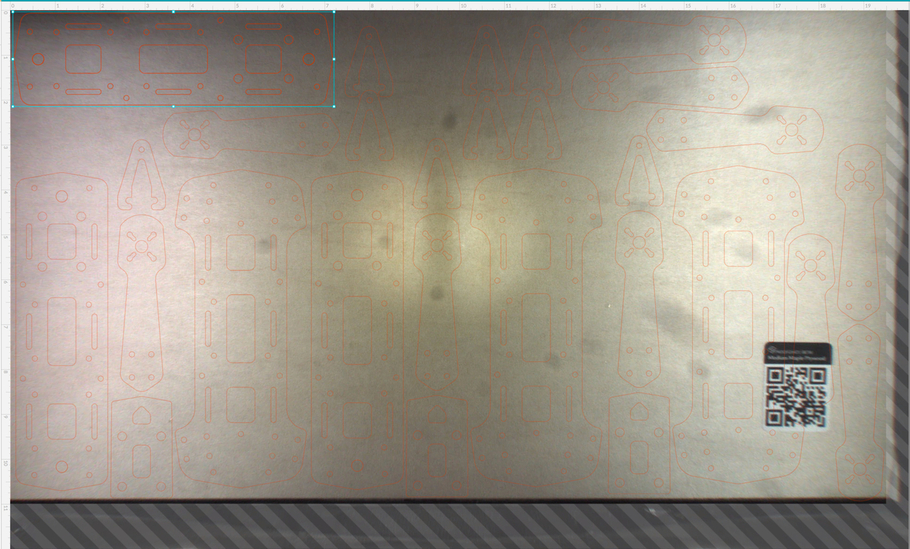
It looks like the cut limits are a fixed 11" X 19.5" (or close to that). The engraves vary depending on head speed setting. Anywhere from about 11" X 18" for high speed to 11" X 19.5" for a low setting. And the limits are calculated independently for cuts and engraves as you select the component.
I haven’t checked or noticed where its at on my production machine. Too busy absorbing everything else on day 1. I’ll check on this production unit’s limits tomorrow and try to remember to report.
That is what I would expect from day one. Why it is still less than the physical limits or ever was and needs more effort to get bigger is baffling to me, and I have written motion planners myself and configured several other ones.
It is as if the homing is only accurate to 1/4" and they worry about hitting the end stops. But surely it is a lot more accurate than that.
As a test last night I ran an engraving is the far upper corner and it worked out great. Seems like the engraving motion planning has been shown some love too.