I’m following GF’s guidelines by posting this here, as they have requested this type of information not be posted in other areas of the forum.
Supporting image related to:
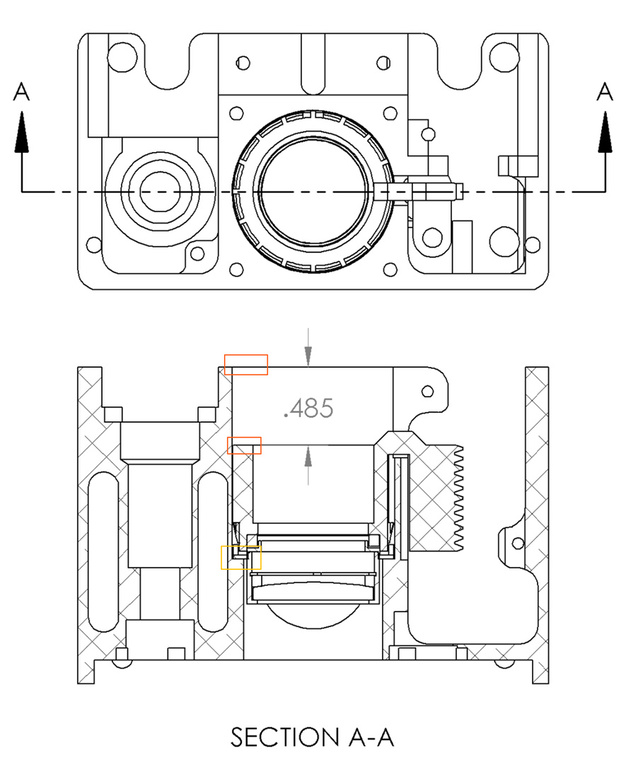
Taken completely apart and measured independently, I calculate a technically feasible travel distance of 0.485" for the focal lens in the head on my unit.
rumors have it that all first gen buyers will receive a GlowForge branded orbital sander so that you can bring your material down to 0.485" …
thanks for doing the investigative work on everyone’s behalf…
next: can a wide angled camera glued to a glass ever achieve repeatable and accurate alignment?
I hope I’m not missing something here, but does the available movement of the lens equate 1:1 with the possible change in focus ?
I strongly suspect not, but I would be happy to be corrected.
True. I’d forgotten that it was collimated.
What might the necessary diverge be, I wonder, if was not quite parallel, and to give the specified 0,5" change of focus with the 0.47" movement ?
Per the Wayback, they changed the wording sometime between February and May of 2017.
This is my understanding, as well.
You also have to assume that when the lens is at the 0.000" position, it is not exactly 2" (the focal length of the lens, I do believe) from the surface of the crumb tray due to manufacturing tolerances. This would necessitate a travel distance further than .500" to obtain the advertised focal height.
A range of 0.485" would let you cut materials from 0.015" thick to 0.5" thick.
The thinnest material I have cut cleanly is some 110lb card paper I got from Micheal’s and it’s 0.015"
Is the laser truly only “focused” for only a super short distance? Less than 0.01? Or is it still considered “focused” within acceptable tolerance for a wider range? Maybe 0.02-0.03? Perhaps that covers the 0.5" range well enough? I honestly don’t know what is considered acceptable tolerance for laser focus.
Even if the real working range of motion for the lens is 0.47", if the laser’s acceptable focus goes +/- 0.015" then you can still cover a 0.5" range with “focused” lasering within acceptable tolerances.
Also, it really seems silly to quibble about 0.015-0.03" of “missing” range for focusing, when much larger things are still missing? Like pro model pass through functionality, or whatever else is missing.
The machine still does a lot of what was promised, and I’ve been able to make things easier with it than other machines. I wish it had more in the software, lots of basic stuff still missing.
My comment was more toward others. I am like you and really like to know how things work (regardless of whether I own one or not).
I love reading through the information you have shared on your github wiki. I’m hopeful that it will lead to having the various protocols documented enough that someone will be able to write a “driver” that would talk to the machine without the cloud.
Also, it appears that glowforge is using quite a bit of GPL and LGPL licensed code, and should have all their code available to avoid being in violation of those licenses. I hope they release the firmware source soon.
The protocol between the device and the cloud is well understood, documented, and open sourced Python modules exist (they haven’t been publicly released, yet).
The structure of the motion files sent to the device from the cloud is well understood and documented (you can thank @palmercr for that), and development of open sourced library code for them is underway.
The only parts missing are a user interface (other than command line), a “G-code to GF-PULS” converter, and some glue-code to put it all together.
The “G-code to GF-PULS” converter will not be a small undertaking, but is completely doable.
If the beam had any significant divergence the focus would change as the head moved horizontally because the beam travels much further on the right. This implies the distance from the laser to the lens has no effect and the focus is therefore a fixed distance below it.
I don’t have my glowforge yet so I can’t comment whether the missing focus range actually makes a functional difference in cutting or engraving. However, if it does even 0.015-0.03 would be unfortunate because the missing upper end happens to be 0.5"… an extremely common dimensional size in the US. I think more likely to see it during engraves in materials like metal and glass rather than woods and plastics
You mentioned the pass-thru slot is not working on the Pro?
Good to hear. You might try searching for a project called LightBurn. I know the guy coding that, and given the GF_PULS info he could possibly make something that produced that instead of needing to go from G-code to it. He does already support some other specific later drivers boards, and a g-code output form as well.
Perhaps if you guys have something that can take GF_PULS data and feed the machine, then something could be worked out to interface between his code and yours?
I am already using LightBurn to “compose” stuff and then export to SVG to load into the GFUI. It’s quite nice, and FAST. Still being developed, so some things are not yet there, but he’s updating regularly.
The pass though slots are there, and you can use them for larger materials. However, there is no software support for aligning things if you wanted to engrave/cut larger areas, this is something that is supposed to be a feature.
As in, you put large material in though the slot, do an engrave/cut pass on the portion that is accessible to the laser, then slide the material further in and do another engrave/cut pass that is all lined up with the first one automatically by the software.
This can be done manually with jigs to varying degrees of success/acceptability.
I have used my pass through slot many times to do jobs on a portion of a larger piece of material, so it has that benefit.
Yeah that’s a huge deal. Software alignment to me was the main feature of the pass thru slot vs every other machine with a pass thru and where the pricing difference between the basic vs pro could be justified.
I’ve seen problems on forum with alignment vs cameras so I guess maybe they have to get that out of the way first. I’m assuming they still plan to do it.