Have you tried full power rather than 100% precision power? They are not the same.
Yes. But that’s not the issue 100 is what burns away all the anodizing and turns it bright whitish.
Watch the video. Theres absolutely no laser coming out of the head.
Thanks so much for letting us know about this. I’m looking into it now with the team, and we’re running some additional tests to investigate further. Unfortunately, I don’t have any other information to pass along at this time, but I’ll update this thread once I know more.
1 Like
Thank you Vee!
Thank you for your patience.
I wanted to check in and say we haven’t forgotten about this, and we’re still looking into it. We’ll follow up when we know more.
1 Like
Thank you @pip!
Thanks for your patience.
I extracted the logs to investigate the problem you reported, and I believe I found two separate issues that have been contributing to the inconsistent results you’ve been seeing.
The first issue relates to the autofocuser that happens when the app says “Scanning your material”.
When working as expected, the print head moves over the area where the print is going to take place and shines a low power red laser we use to accurately detect the material height, and focus the main laser.
In your case, the red laser was striking parts of your jig in unanticipated ways that was causing incorrect results, which in turn was causing poor laser focus. This poor focus is the cause of at least some of the the inconsistent results you were seeing.
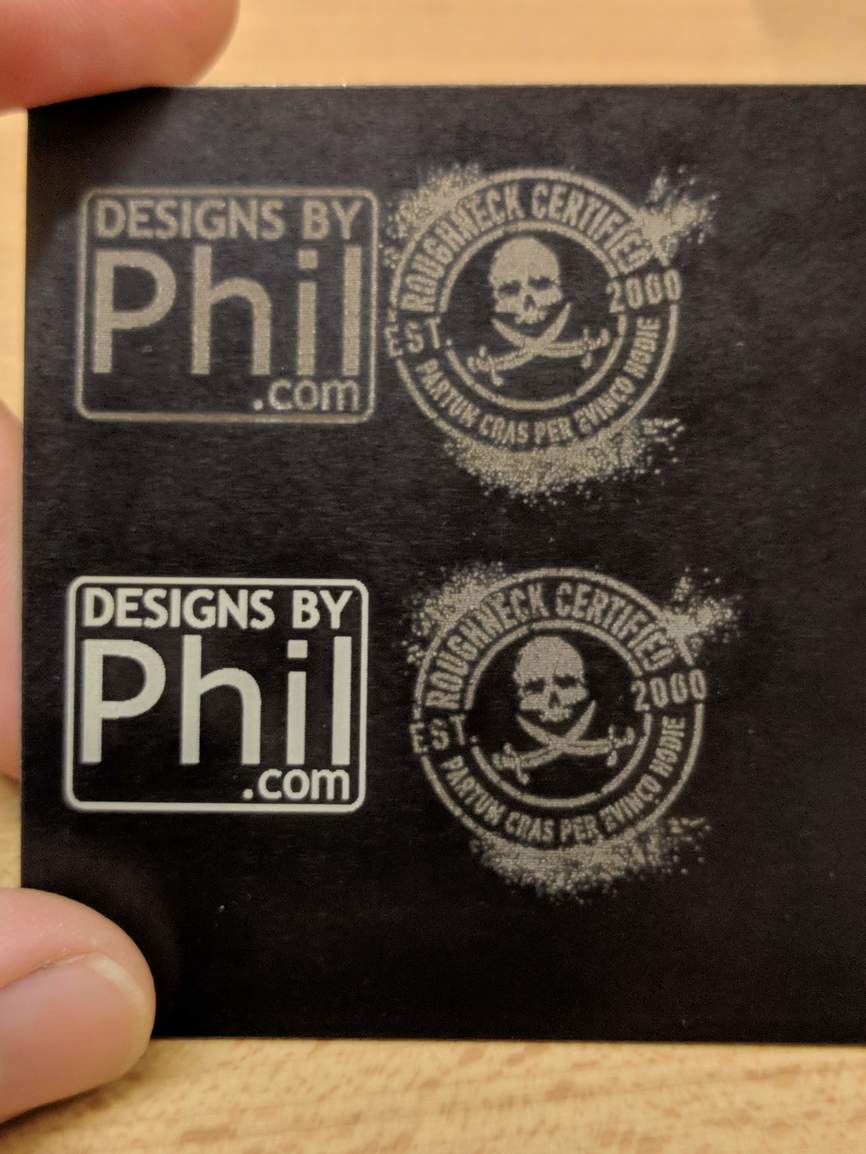
I ran a couple tests here in the office using your designs, as well as the settings extracted from the logs.
(Vector on the left, raster on the right)
In the first test (the top two), I simulated a focus error of about 6 mm (based on the logs from one of your prints.)
And for the second test (the bottom two), I simulated a focus error of about 3 mm.
What to do about it:
You have a couple options to work-around this issue:
Option 1: Make sure the autofocuser is measuring the correct spot
-
Make sure the red laser mark strikes the surface of the material you’re trying to print.
-
If you see the red laser mark hit something else (at at different height), cancel the print and make changes to the design, the setup, or the layout and try again.
Option 2: Manually set focus
-
Use the manual focus height setting to override the autofocus result
-
More details are available here: https://glowforge.com/support/topic/first-three-prints/working-with-manual-mode#focus_height
Regarding Vectors and Rasters
Our software handles the engraving of vectors and rasters differently.
What to do about it:
Depending on the design you’re working with, it might be easier to use design software to convert vectors into rasters, or visa versa.
I hope these details help you get more consistent print results.
3 Likes
I had the material set at .031 I believe or close to that. If you set the material thickness, doesn’t that set the focus?
And thank you for your work digging into thisp.
So if I’m understanding you correctly, setting the material thickness on the top of the screen doesn’t set the focus to manually focus at that height?
Have to admit it is confusing. The company will need to answer this.
Used to be that the material thickness and focus height had nothing to do with each other. The material thickness was only used for dewarping the lid lens image. You could enter a material thickness and the focus height was determined by the automatic scan or you could enter your own focus height manually which would override it.
With this latest user interface update, when we enter material height that number is also copied into the focus field. That would imply that the automatic height scan is not used. This makes zero sense. Wouldn’t be any reason for the scan. I suspect the material height and focus height are still separate but until the company explains it to us we can’t know.
1 Like
I just discussed this a little bit in that Snapmarks writeup I’m doing, but I have no proof of it, it’s just what I observed while testing the effect of varying different focal points on the PRU unit.
I believe there are actually two focusing operations going on…for different purposes. And they are letting the one thickness entry from the Unknown Materials slot be used for both, if no other focal point setting is hardcoded through the Manual settings for each operation…
What I think happens is…we are required to enter a correct thickness value in the Unknown Materials slot so that the algorithm that adjusts the visual for the fisheye effect of the camera can let us get the placement as close as possible on the material. Putting the wrong value in there will make our placement alignment look worse. That’s the first purpose.
But when we use a laser, we also have to set a focal point for the beam…tell it where we want the cross in the X shaped beam to hit, and that can hit at the surface of the material (which would be the same as the thickness already entered in the Unknown Materials slot), or slightly higher or lower, or in the center, or at the bottom of the material. There are different impacts on the profile of the cut, and the clarity of the surface cut, by varying the focal point of the beam.
The setting for focal point gives the best clarity for surface engraves by setting the Focal Point for the beam right at, or slightly below, the surface of the material being engraved. So that is what is used as a default. (You might notice that the thicknesses entered for Proofgrade materials are always just a hair less than the actual thickness of the material.) I suspect that slightly below the surface for Focal Point is best, but in the absence of that, the surface is used as the default setting for Focal Point.
When we enter a value in the Unknown Materials slot - that value gets populated automatically for us into the slots of the various operations in our file, and that’s the second purpose. It just saves us having to go in and code a focal point for each operation.
BUT…right before an operation commences, the head comes out to take a measurement using the little red laser. (Auto-focus). It’s checking to make sure that the height entered in the Unknown Materials slot is relatively close to what has been entered before. ( We used to get a message on the app that the material was off if those values weren’t close, but I haven’t seen it do that in a while so I think that has changed. Now I believe it just says “Non-Proofgrade material detected - check your height.” Can’t swear to it though, because once you’ve seen it a few times, it becomes invisible, and I honestly don’t even notice it anymore.)
I believe that if the autofocus detects something different for the height, it uses that to set a Focal Point for the engrave operation, over-riding the value that got populated into the slot by the entry in the Unknown Materials slot. (It doesn’t necessarily change the value showing in the Focal Point operations though, it just uses the value it determines for the engrave.)
The problem comes in if the material being engraved is significantly different in height from the jig material, and the little red searcher beam lands on the jig instead of the object. The red dot actually falls to the left of the laser beam, and if your object is small, the likelihood of it landing on the jig instead of the object is pretty high. Then you are going to possibly wind up with a defocused engrave. (Messier looking.)
It’s also possible that reflective objects (metal, foil, etc.) might mess with the reading taken by that little red dot. Perhaps applying masking would reduce the effect.
So…bottom line in all of this…there is only one way that I know of to make completely sure that the focal point for the engrave is set correctly…and that is to enter it Manually yourself in the Engrave operation. (Usually that’s just one place, unless you have done a lot of copy pasting, and that really is a bit of a bear, but i haven’t figured out a way around it.)
But entering the Focal Point Manually for the operation will override the autofocus, or the default setting populated from the Unknown Materials slot. It always has in my testing.
So anyway…that’s what I think is going on. (As always, subject to correction from someone who actually knows.) 
3 Likes
For as long as I can remember, the material thickness field populated the focal height field.
Here is where it gets tricky because there are two routes:
IF material thickness field EQUALS focal height field when you go to print, the scanning process sets the autofocus based on the scan location. This is the default behavior.
Or
IF material thickness field IS NOT EQUAL to the focal height field (meaning you changed the focal height field manually), it still scans but respects your inputted focal height.
1 Like
So what if I set the material height AND the focus height the same BUT manually enter both?
If material height equals focal height, it has historically used the autofocus function.
1 Like
So make it 0.001" different
1 Like
@jules and @jbmanning5 have it!
Just to summarize:
-
When using Proofgrade, the Material Thickness is provided, and for non-Proofgrade, it is the number entered manually into the “Use Uncertified Material” box.
-
“Scanning Your Material” generates the Detected Height
-
Focus Height is a manual setting
This leaves us with 3 separate numbers:
-
Material Thickness
-
Detected Height
-
Focus Height
Which number is used for focus follows these simple rules:
-
If Material Thickness is different than Focus Height: Use Focus Height
-
If Material Thickness is the same as Focus Height: use Detected Height
-
If the Height isn’t detected, use material thickness. (This is quite rare)
I’m going to close this thread - if you have any more questions, go ahead and post a new topic.
10 Likes