UPDATE: Glowforge replaced my unit with zero hassle. The new one does not exhibit this problem. (Thanks, Glowforge Team!)
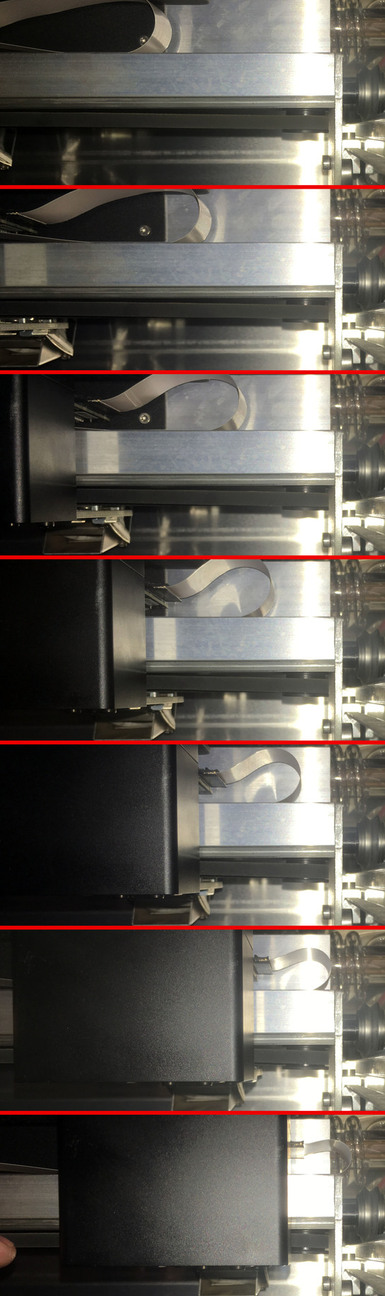
If you are curious about the methodology I used to quantify the problem, and the great insights shown by others in identifying the underlying hardware fault with my initial unit, read on…
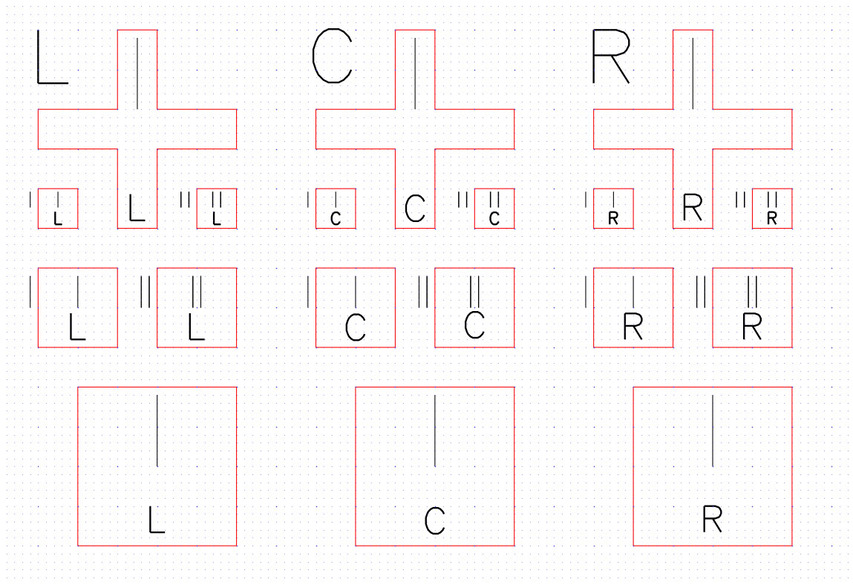
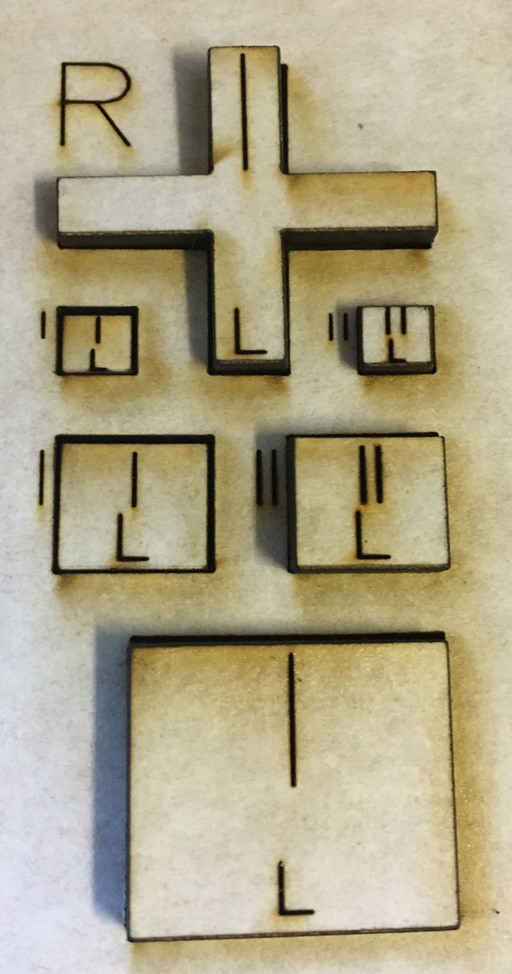
In doing some inset testing, I created the simplest of files: 3 squares at slightly different sizes: 10.08 mm, 10.0 mm, and 9.92 mm (basically, 10 mm +/- 0.08 mm). I was trying to see how much I’d have to adjust for kerf to get Proofgrade acrylic to nest perfectly.
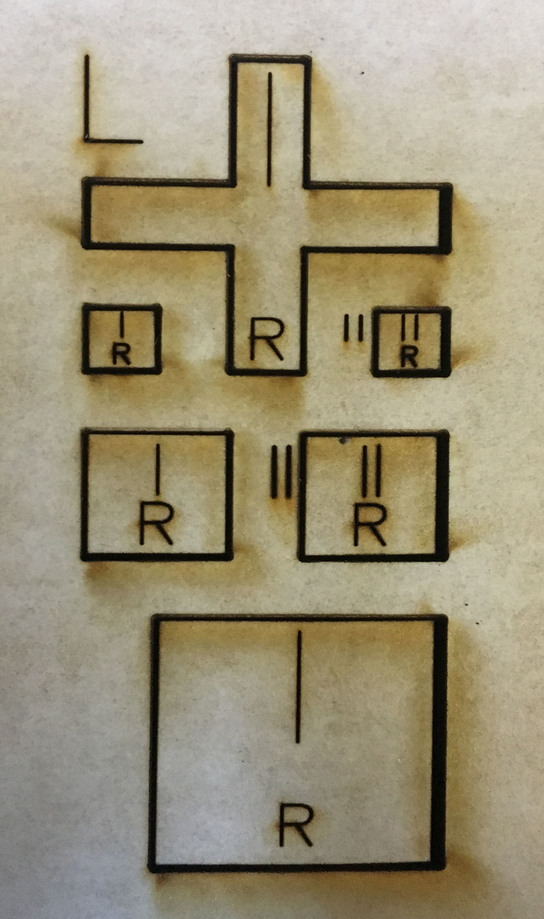
In measuring the resulting test squares (and the associated holes) with my digital calipers, I discovered something odd: all of the “squares” were actually rectangles. They were the expected height in the vertical direction (accounting for kerf), but all were narrower in the horizontal direction. The difference was significant, such that all of the “holes” were less than 10 mm wide.
For example, my “10 mm” hole was 10.08 mm high, but only 9.57 mm wide. The others had the same discrepancy. I double-checked my source file, and I also tried again with another file as a test. The results exhibited the same behavior, in that the horizontal width was much less than expected.
Here’s the file, if someone wants to sanity-check my results: Inset fit test.zip (1.3 KB)
While the absolute value of the error isn’t large in this case (~ 0.5mm), that still seems huge compared to the expected level of precision. (As an aside, I am aware that Inkscape reports the size of objects in an odd way; it includes the stroke width, which I compensated for. Even accounting for that, square objects should still be square, right?)
…
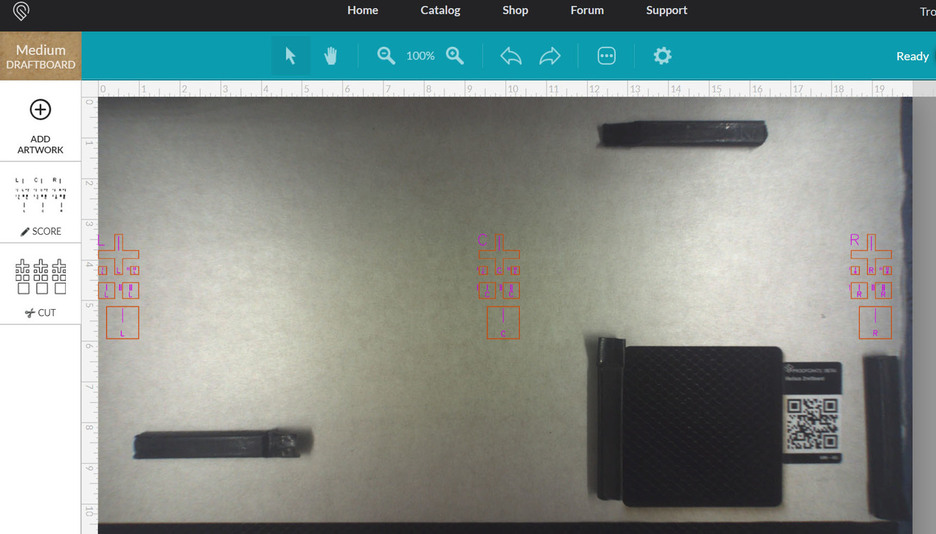
After I wrote the above, It occurred to me that perhaps the error had something to do with where I was placing the squares within the workspace. (In order to efficiently use scrap, all of my test squares had been placed at the far right edge of the printable area.)
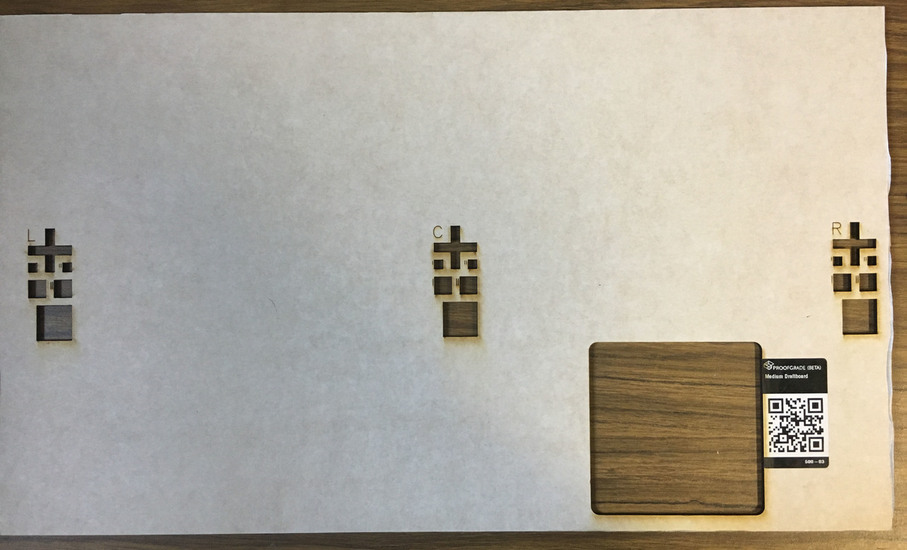
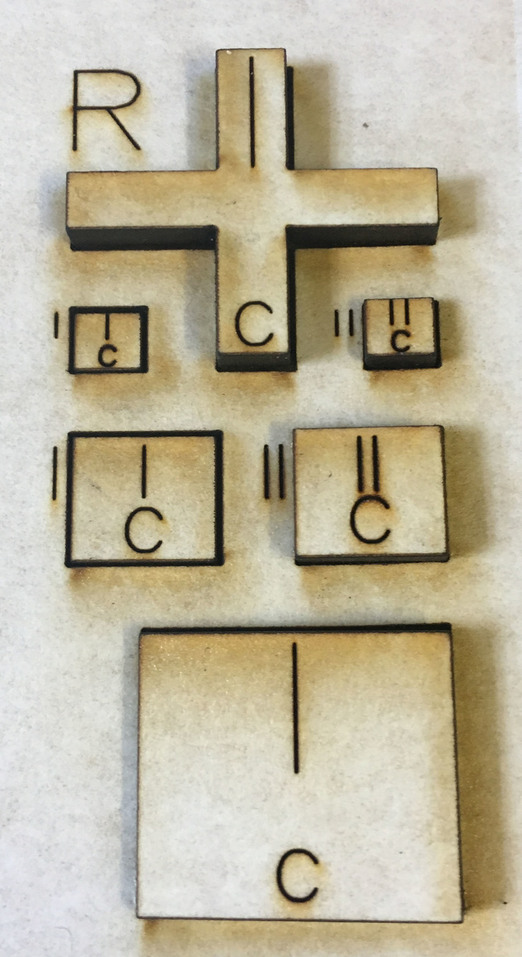
I did another round of testing using a single 10 mm square, duplicated within the Glowforge web interface and cut at various locations. The results were informative:
- Out of 5 duplicated test squares, all had the same dimensions in the vertical direction (within 0.01 mm).
- They were all “full height”, accounting for kerf.
- In the horizontal direction, however, the widths varied.
- The squares at the very edge of the printable area were narrowest: smaller than expected by about 0.5 mm.
- For squares a bit farther away from the edge, the effect was less pronounced.
- It wasn’t until I reached ~3 inches from the edge that the “squares” actually became square.
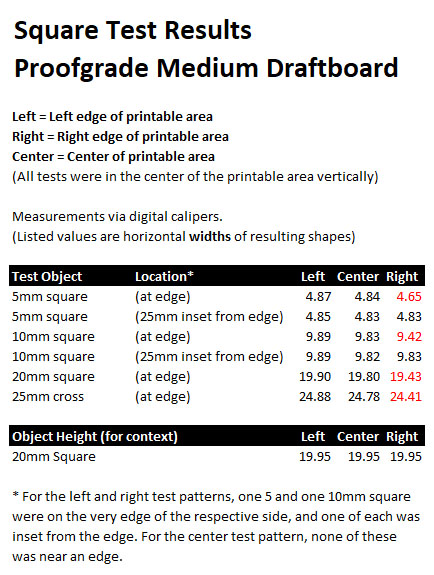
UPDATE: based on later, more rigorous testing (details in additional posts below), the effect may actually be limited to a narrower band near the edge.
So… unless I’m mistaken, a given design will not necessarily print at the same size anywhere within the printable area. Near the edges, it will be narrower than expected. For macro-scale projects the error is probably too small to notice. But it could definitely create problems for detail work.
-
Has anyone else noticed this behavior? I’d like know if it’s unique to my unit, or represents a general issue.
-
Assuming it’s not unique to me, is this behavior already known to Glowforge?
-
If so, is it considered a “bug” that will be corrected, or is this behavior expected?
-
Other than avoiding the outer edge of the printable area, is there any practical way to compensate for this?
Thanks for listening.