I’m experiencing a consistent failure when using the Cut function on my GF Basic. The issue (as best I have been able to determine) only occurs when cutting complex shapes on the “upper” half of the cut bed.
Notes:
- I denoted “start” and “end” Score lines as tasks at the beginning and the end of the list of steps in order to track the degree of shift.
- The complex images segments are the only pieces set for 2 passes.
- I separated the top and bottom shapes into different tasks to ensure that the shifts during 2 passes were relative only to each independent task.
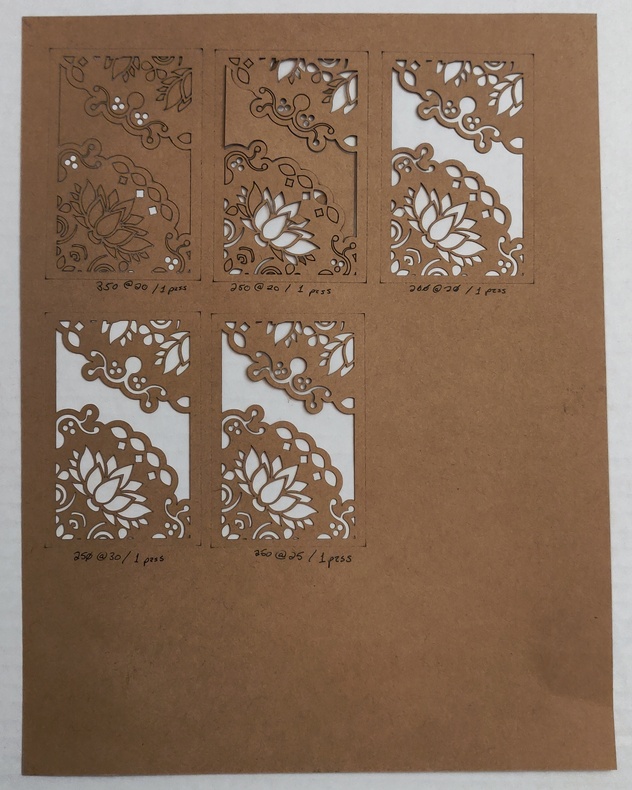
Here’s a diagnostic cut.
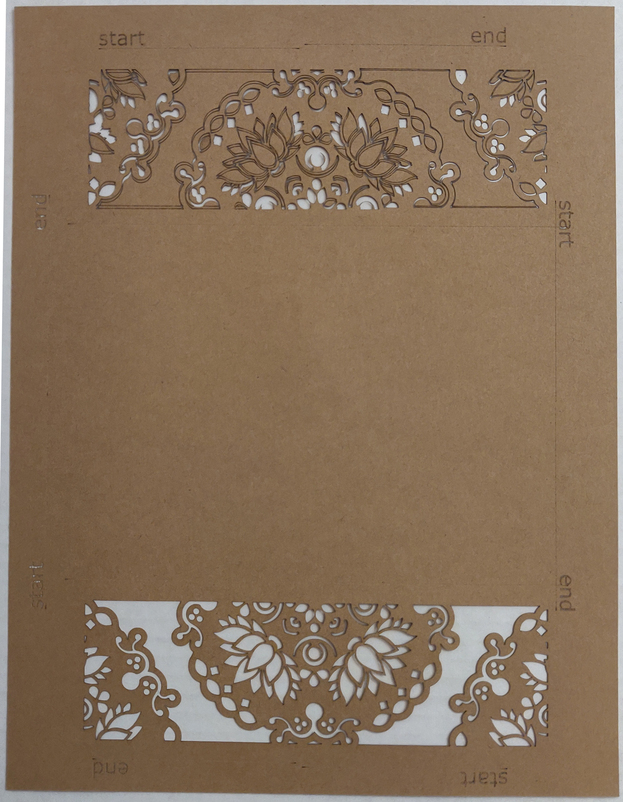
The top half of the overall job is a train wreck. There was an occasional audible “thunk” as the head shifted forcefully. No such instances (as best I could track while watching the job) occurred when the bottom image was being cut.
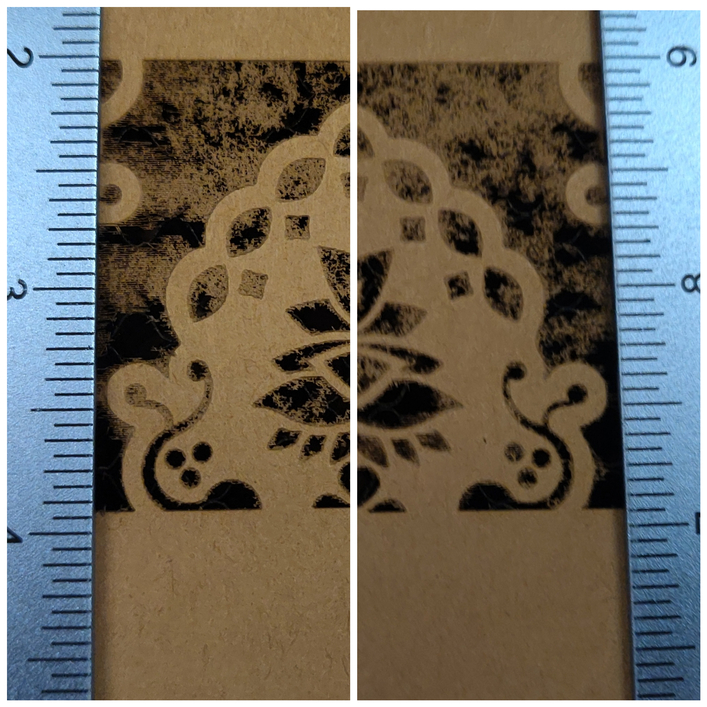
Here’s the closeup of the top segment.
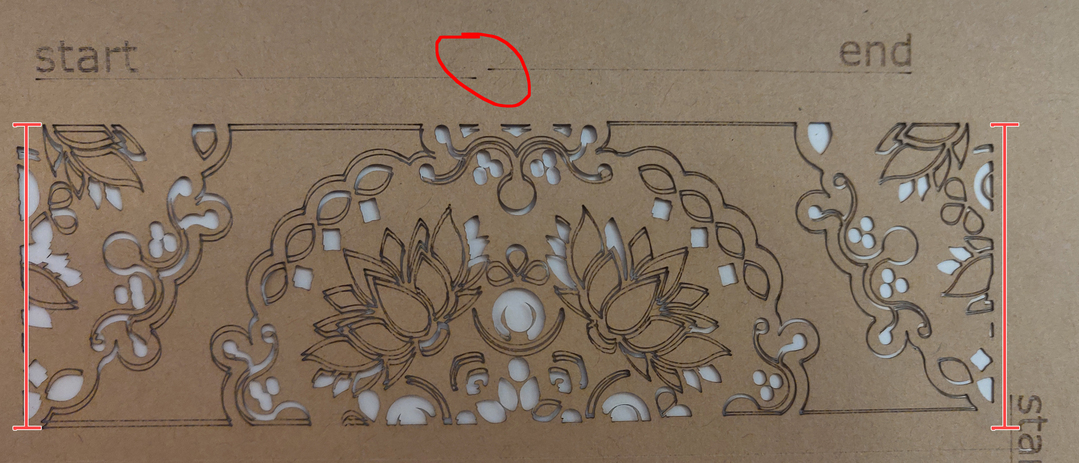
- The start/end lines are not aligned.
- There is a massive amount of disparity between the first and second passes.
- The shift has dramatically altered the height (relatively speaking in relation to the photo orientation) of the left edge versus the right edge of the graphic.
Here’s the bottom edge.
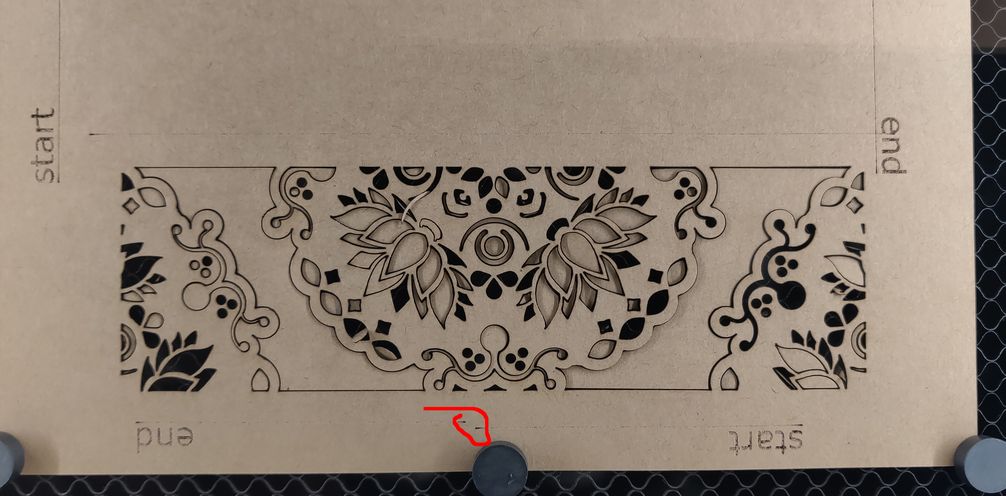
No noticeable affect to the graphic itself. The diagnostic start/end show the impact to overall positioning, though.
Left edge. Mild start/end offset in comparison to the top/bottom, but still not what one thinks of with “laser precision.”
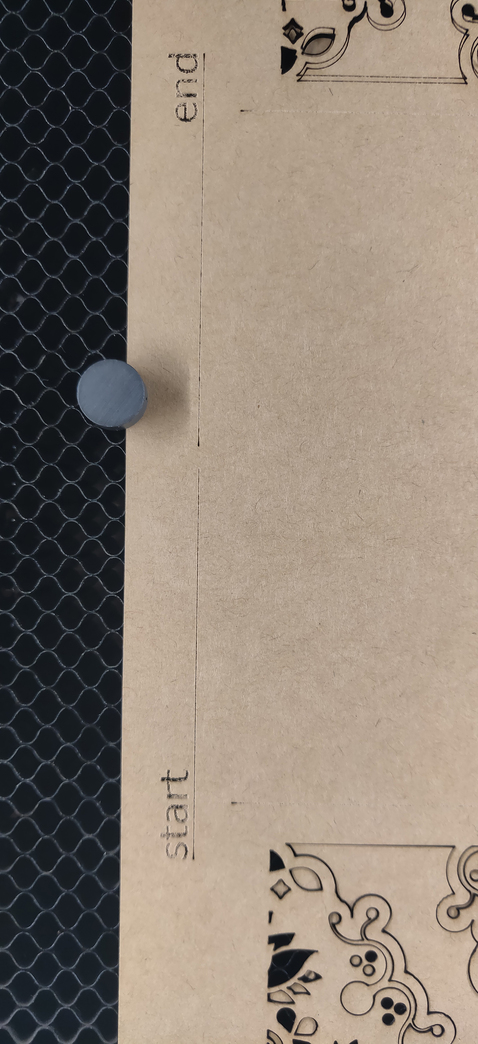
Right edge. Also mild variation for start/end.

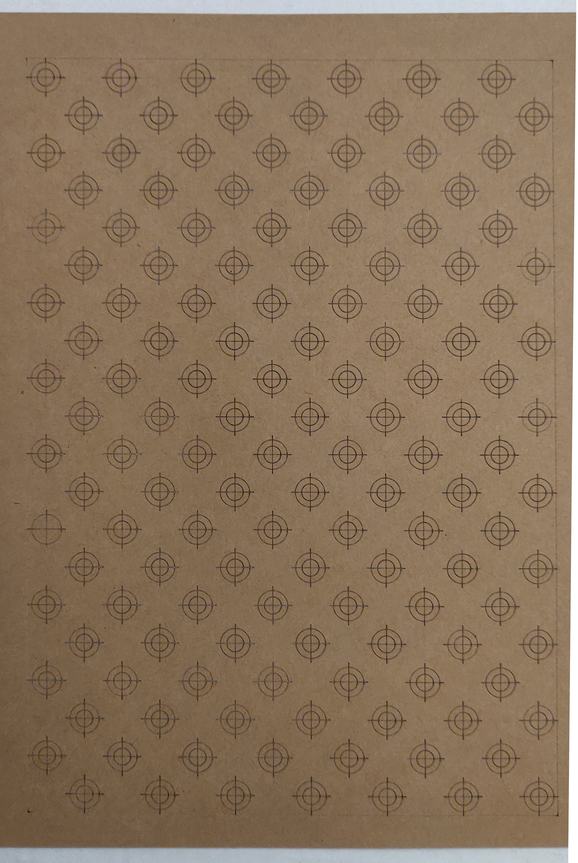
Here’s the kicker. It only appears to be with the Cut task, or with complex shapes (or a combination of the two). I made the below “crosshairs” calibration test with the following tasks:
*All score lines
*Only the crosshairs themselves (“+”) had a 2 pass set. There was no discernible shift anywhere from top to bottom.
Here’s another diagnostic cut. Same graphic, but in a landscape orientation, and with the page docked closer to the bottom edge of the crumb tray. As best I can tell, nothing was off in the resulting cut.

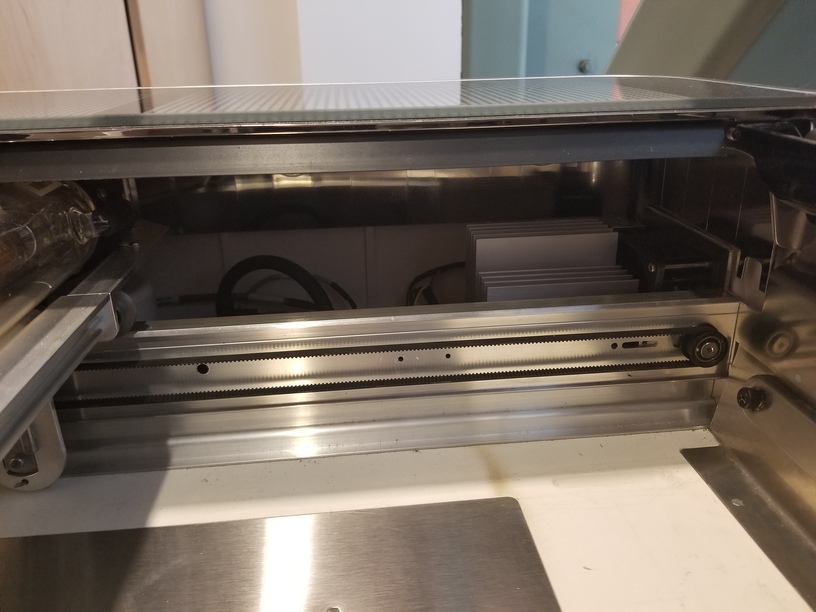
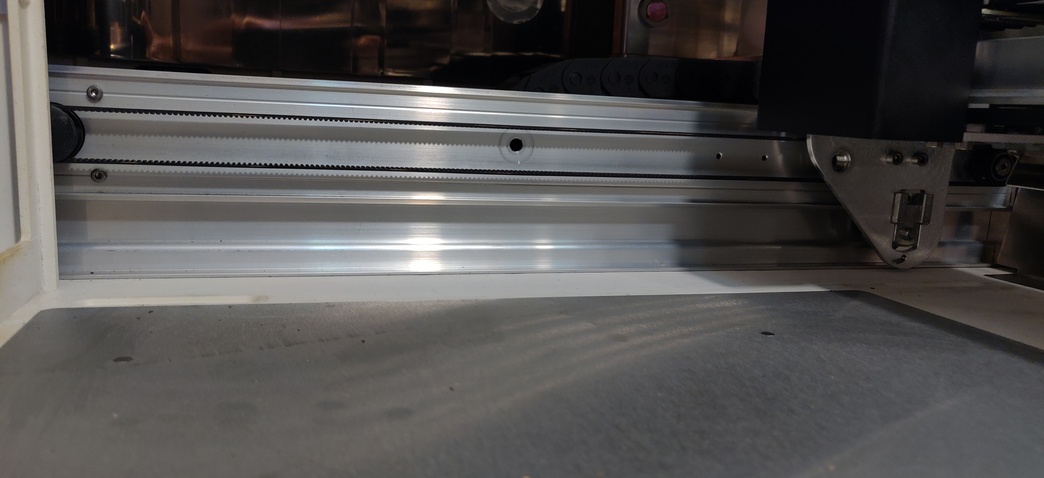
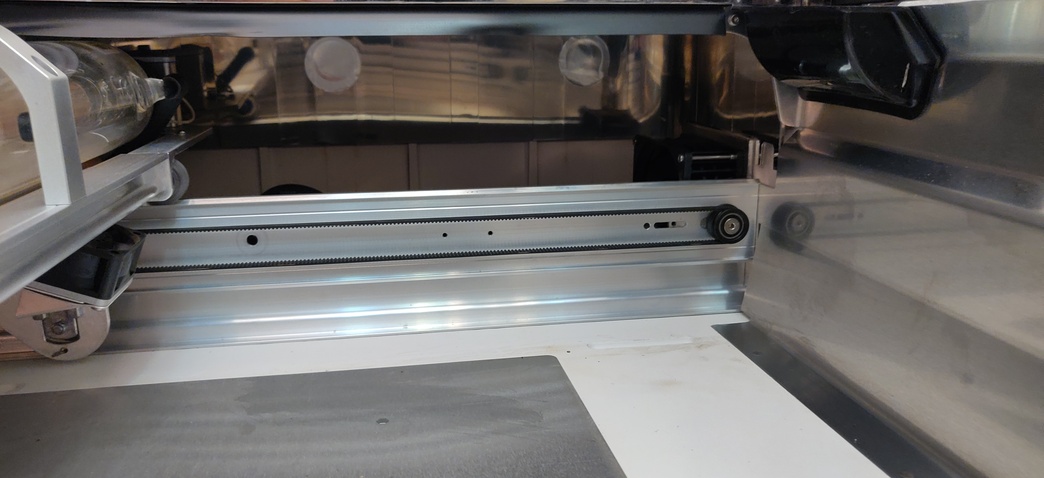
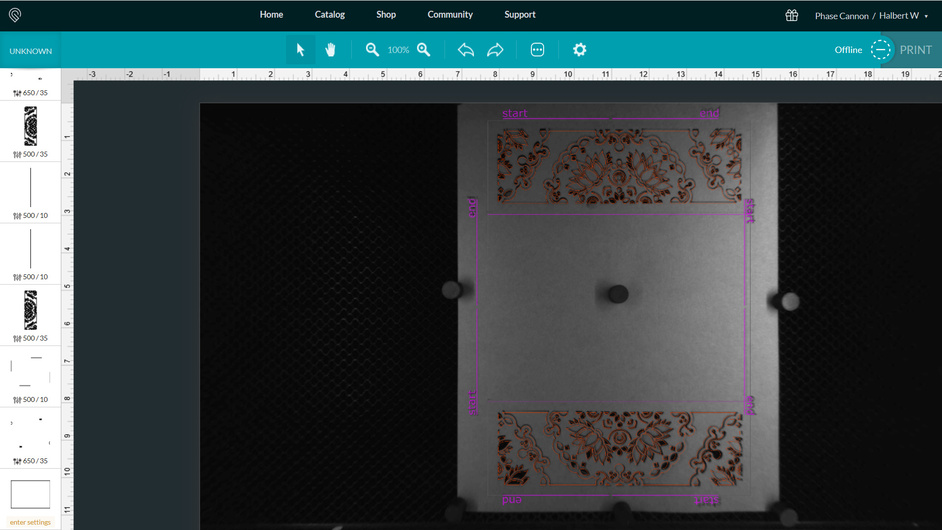
And, in case it’s relevant, here’s a screenshot of the print bed after the cut.
What I’ve done so far:
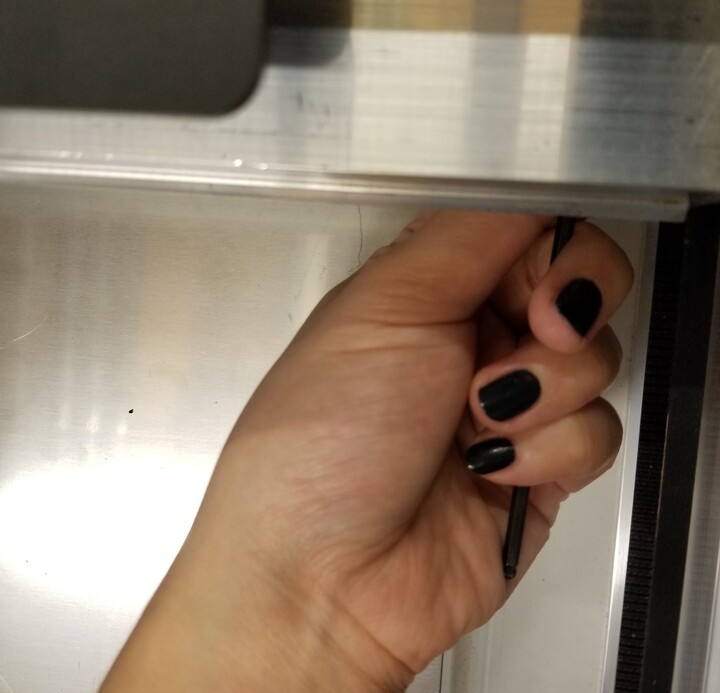
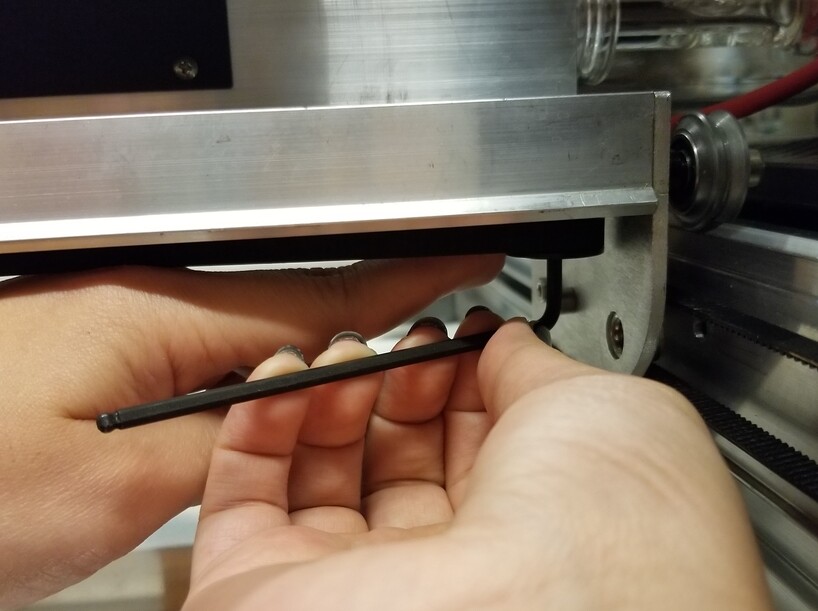
- Performed the cleaning steps as spelled out in the guide.
- Attempted the “perfect squares” step in the Troubleshooting pages. But that doesn’t seem to have any impact on subsequent tests.
- Created and tested the above diagnostic tasks.
So… What do I do? I’m unaware of anything further I’m even permitted to do without voiding my warranty.