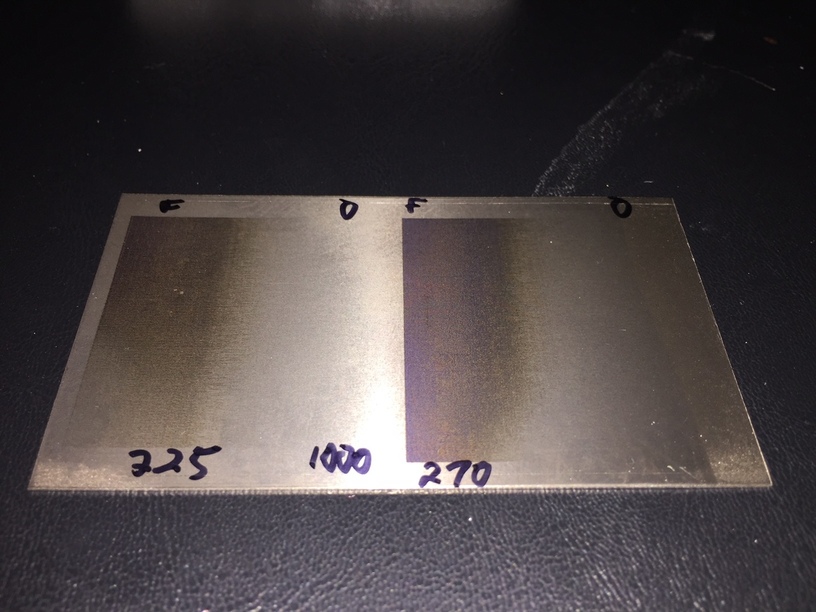
Once again, I’m pulling out material for some testing. In a recent order, I got both titanium and anodized aluminum cards to play with. (The titanium is going to have to be very special occasion at its price.) All engraves were done at 1,000 zooms.
Titanium with gradients. Left is Variable 0-Full with 225 LPI. Right is Variable 0-Full with 270 LPI.
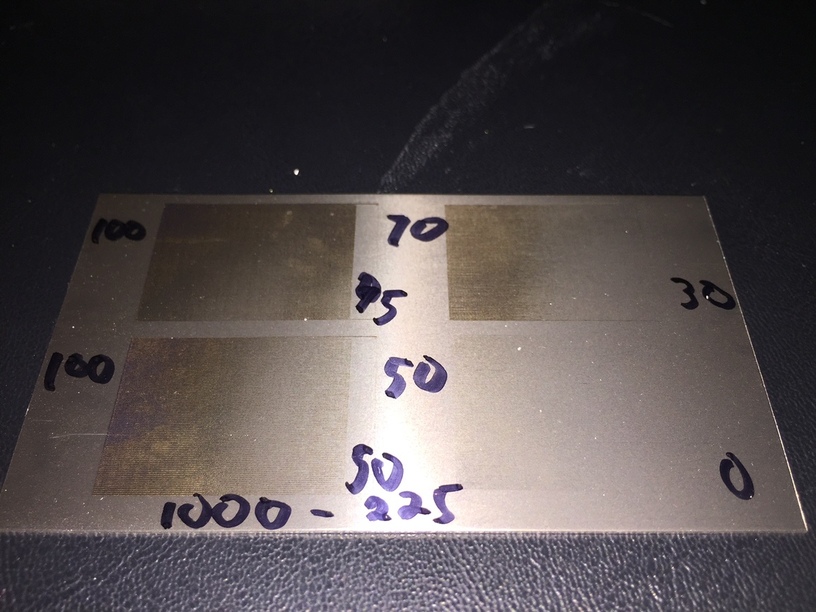
Titanium with gradients. All 4 are 225 LPI.
Upper Left is Variable 75-100. Lower Left is Variable 50-100. Upper Right is Variable 30-70. Lower Right is Variable 0-50.
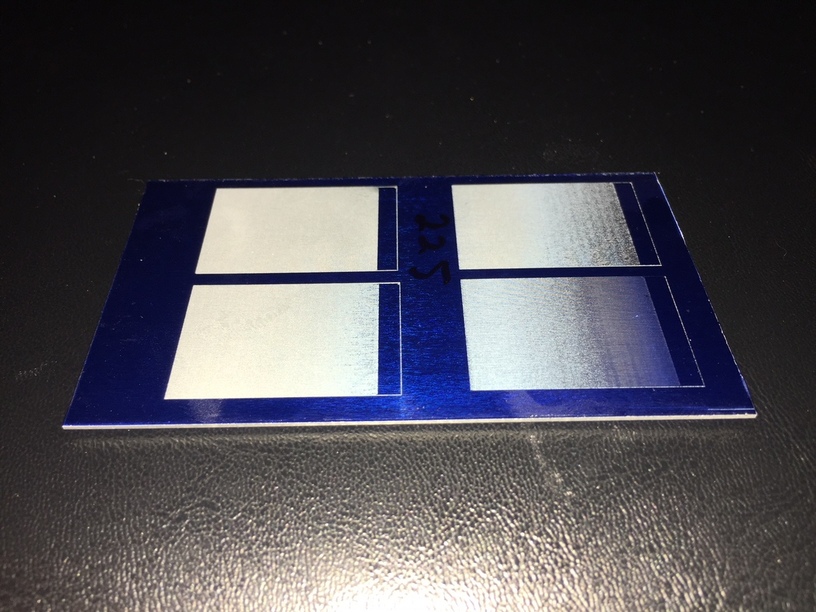
Anodized aluminum with gradients. All 4 are 225 LPI.
Upper Left is Variable 75-100. Lower Left is Variable 50-100. Upper Right is Variable 30-70. Lower Right is Variable 0-50.
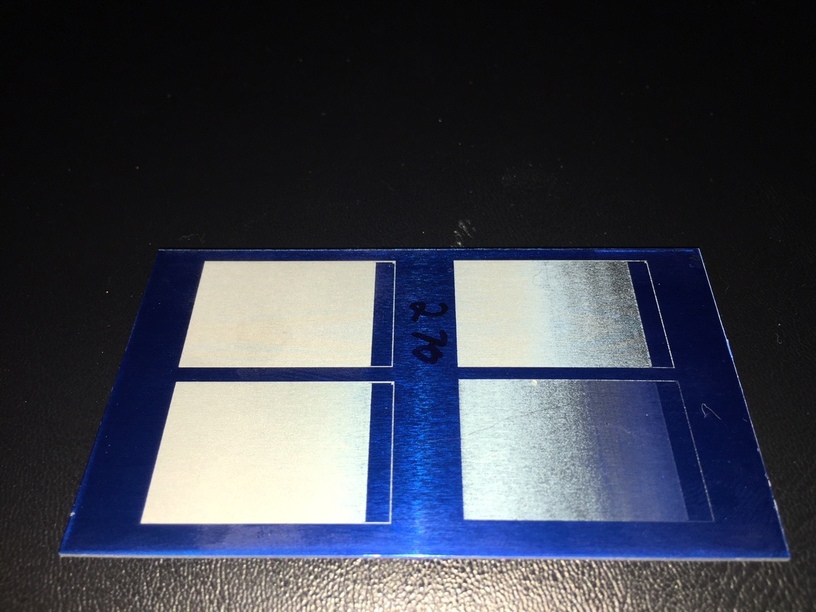
Anodized aluminum with gradients. All 4 are 270 LPI.
Upper Left is Variable 75-100. Lower Left is Variable 50-100. Upper Right is Variable 30-70. Lower Right is Variable 0-50.
Note: If you are marking titanium, you want it clean of fingerprints AND probably want to wear gloves. Fingerprints interfere with reaction that marks it.
It’s interesting that there doesn’t seem to be very much variance in color on the titanium. Is this because the gradients are being made by dithering rather than actually varying the power? Maybe doing a 3D engrave operation would give more variety.
In my own testing with titanium, I was able to get a wider range of color by raster-engraving using different levels of constant power.
(For anyone who seeing the thread above for the first time, make absolutely sure not to like any of my posts for I am a troll that has been excommunicated by the Glowforge Guardians and only deserve scorn from this point forward.)
This actually was using the 3D engrave-style variance. You could tell that the power itself was varying, especially in the 30-70 variance. Most of the color variance seems run between 40 and 70 pews. That link was actually my inspiration for testing this. I need to really clean a card really well and do some testing on that.