PETG is a neat material, being food-safe, appealingly clear, and impact-resistant. It also has a reputation for being somewhat difficult to cut, as it melts and sticks to itself, not vaporizing as cleanly as acrylic. People also complain about white edges and raised edges. Still, many say you can laser cut it cleanly, and I have bought PETG laser-cut pieces that looked fine. So, let’s figure this out.
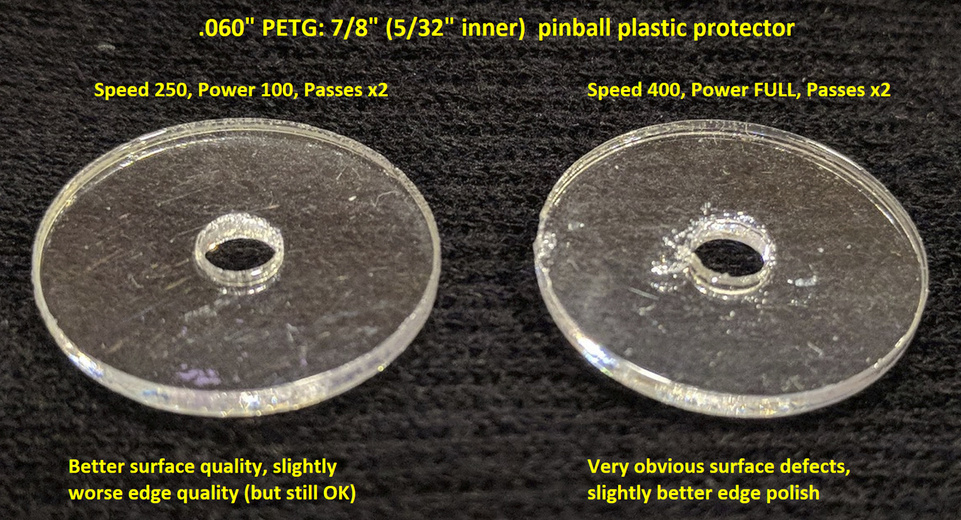
Compared to the previous setting of Speed 400, Power Full (Pro), Passes x2 this produces a slightly less polished edge, but a much better surface quality. Overall quality is adequate, but this stuff just isn’t as beautiful as acrylic.
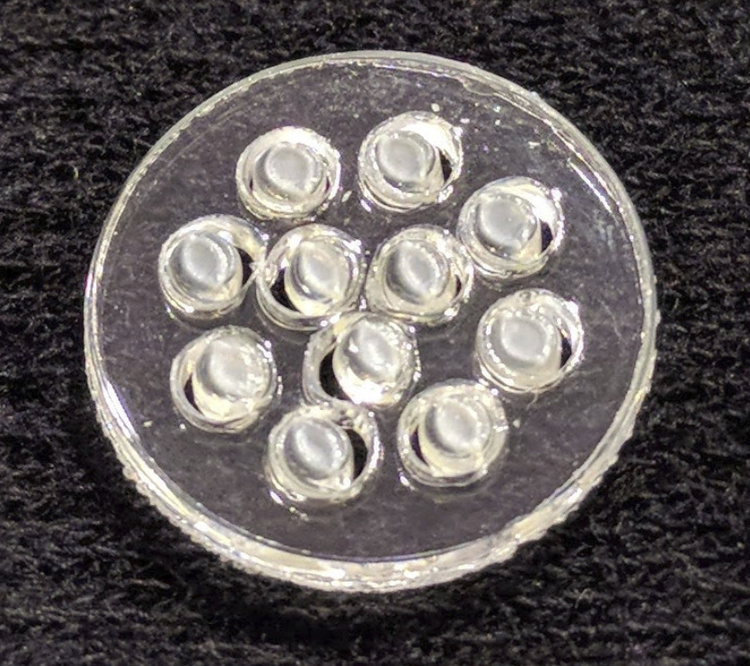
Small or closely spaced cuts suffer badly. These melted cuts are 2.5 mm diameter circles. I cannot find any settings that would cut this test object successfully, including low power and 4x passes.
I just got done cutting PETG (shim stock .020" thick from McMaster McMaster-Carr).
I tried my best guess at it (S: 300, P: Full (pro), Pass: 1x).
Smells terrible. 11s job, shouldn’t smell too bad, right?! my basement shop with no windows and not cutting a hole in my rim joist to vent…and filter now pushed back even further…should’ve delayed shipment…anyways…
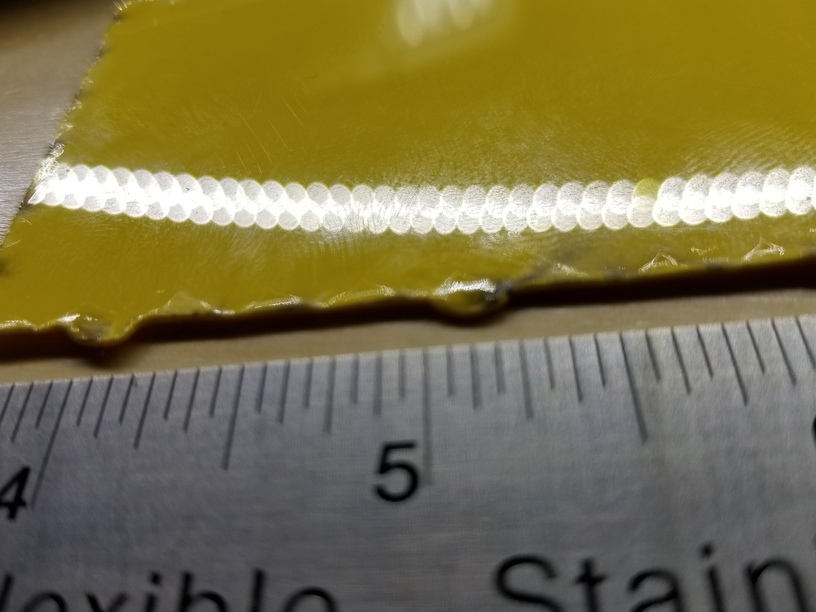
Power was to much and speed was to slow. Edges severly melted, and backside was blackened in such a way that looks permanent (has pattern of crumb tray so I think it’s char that melted back into the molten plastic).
So then I decided to look on here if anyone had cut this…probably should’ve done that the other way around!
Next time I’ll carry this back upstairs to my garage and either use masking or a backer piece of some sort. I’ll also think of going 500 speed with 100 power. I’ll try and comeback and update!
Yep, definitely too much. I find flashback usually has the crumb tray pattern – the honeycomb acts as a sort of collimator, and also confines the smoke.
My $.02 contribution: .025" white PETG shim stock from McMaster Carr … cut at 200/50/1 pass (GF Pro) gets the features done, but takes a final manual tug/tear to set the part free from the sheet. It also ends up with yellow edges and streaks of black smoke on the top side, downwind of any concentrated features. So not perfect, but it gets the prototype done.
I, too, have had clear .020" PETG cut by Big Blue Saw, and it was totally clean. A nice thing about PETG in thin sheets is it can be bent on a sheet metal brake, so it works well for prototyping or for applications that want bent forms.
I used the updated settings and it worked perfectly the first time. We are donating face shields to the Coronavirus cause to get enough for Medical and Dental professionals.
I wonder if you could get better results if you put the PETG in the freezer before? Kinda silly but it could possibly reduce heat buildup a bit and help with some defects? I doubt it but could be neat to try.
That is good to hear. Would you be willing to do a small test on scrap?
One of the things I want to do with this material is make shaker tops for Mason jars-- that means lots of little holes. When I tested this on 0.060" material it was a melted mess.
If you could cut a small part of the of that pattern, it would be very illuminating. This piece is about 1.3" x 1.3".
The file they provide is a DXF, which took some effort to convert correctly to SVG (Illustrator and online converter failed, had to use Fusion360) This cuts on the GF fine.
I didn’t try your file, but the Prusa face shield has quite a few holes less than a quarter inch across and they all cut just fine with the settings I posted, so I wouldn’t expect your slightly smaller holes to have trouble.
Would it be possible for you to provide the SVG file you were able to convert? I have been asked to participate in manufacturing these masks for my local hospital. I have teamed up with a company that is doing the 3D printing, but I can’t seem to get the file to convert properly. Thanks in advance!