Alright - I’m aware that this problem has been reported a couple other times in the forums - seems like a known issue that isn’t solved yet. But I wanted to make sure and post my experience anyway, see if we can work through it.
I’m trying to engrave a design of mine on PG material, trying to use the Photo Engrave setting. I really, really wanted to do something with higher LPI, maybe a couple passes even, to get a nice, rich, deep engrave for a highly detailed piece. So at this point, I’m trying a raster image. I can load the artwork into the GFUI, but I keep getting the error “We’re sorry, an unexpected error has occurred” after very long wait times (up to 20 minutes).
Things that I have tried:
- Rebooting Computer
- Rebooting Glowforge
- Rebooting GFUI
- Updating Browser
- Rebooting Browser
- Using different browsers (also updated)
- Logging in/out of glowforge account
- Using different materials (PG & non-PG)
- Moving artwork to different positions/locations on the bed/material
- Running a different print first (successfully), then retrying
- Retrying over and over and over again each time it fails
When this all failed, it seemed to me that I must be choking the software with a large or complicated file (or both). Full disclosure, the file I’m attempting to engrave is pretty busy, by design - Like I said, I want to see some gradated engraving and small details in hi-res. Also, since it’s going to be my escutcheon, it’s size is determined, and it’s pretty big:
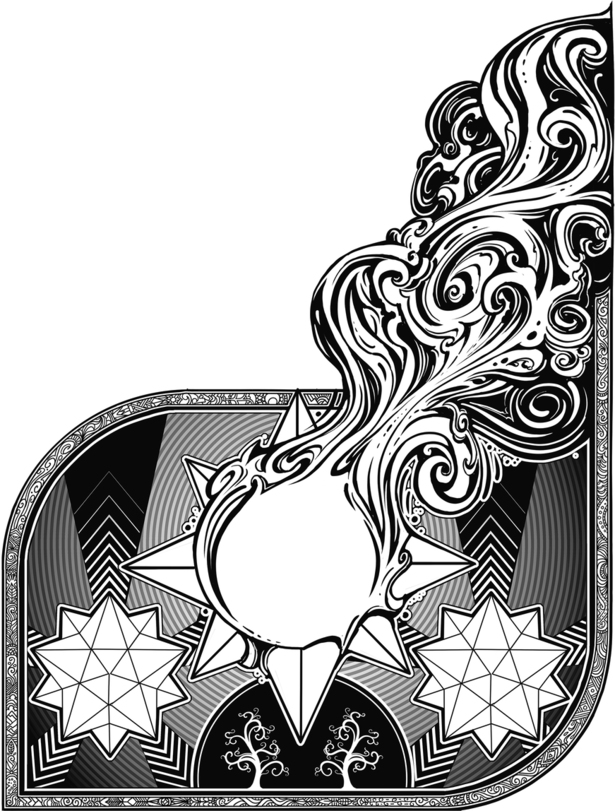
So, realizing that it’s probably the image, I started the slow, depressing, cascade of steps of making the artwork smaller, less detailed, smaller in size, etc. to see if I could get it to work. This is painful, because what I want from the glowforge, what I hoped I was getting, is a laser cutter than can cut/engrave the highly detailed pieces I’ve been so excited about, to the accuracy is claims it can achieve (1355 LPI!?!? Really?! I’d take half that). I tried:
- Decreasing image size to exactly what was needed and no bigger
- Changing file types (JPG, PNG, TIFF, and SVG), transparent BG and white BG
- Decreasing resolution of image
At this point, I’m still getting the same error, and I’ve degraded my artwork further than I wanted already, so I try:
- Vectorizing artwork, Export SVG
- Splitting layers apart so there’s one simple engrave layer without any gradation, and one raster that has the gradation
Still can’t get past the error message. Finally, with no recourse, I switch over to Manual Engrave and start lowering the print quality settings. After 8 hours or so of toiling with it, I finally get past the error message at 225 LPI and about 90 Pattern Density.
So I must have been correct that I was choking it with this image, giving it too many operations. Forgive my ignorance as I’m new to this, but what can I do? It’s so exciting to see “THE 3D ENGRAVE” from Glowforge, which has so much detail and depth, but to not be able to replicate it. I know that my image is larger, but is there something I can do to get the Software to handle an intricate piece of work and print it at hi-res?
To be clear, the result isn’t bad - I’ll move over to post the results in a non-support fashion in a minute. But I was just hoping to get a bit more depth and detail out of it. To pump those print settings up a bit and see what it can do. Any ideas? Am I being a whiner?
