I am having trouble with kerf for some of the products I am making on my GF, and I can’t figure out why.
First issue
Initially, I used PG medium weight maple plywood and designed my product with tabs/slots that fit together in a way so that the product can be assembled without adhesive. Took some trial & error and some wood, but it all came together in the end.
Now, I took the exact design and cut it out on PG medium weight cherry plywood - and the kerf is incredibly loose - as in the tab/slot don’t even stay in and fall out! I had to readjust all tabs/slots in my file to cut it out of the cherry plywood.
I noticed the same kerf with PF thick walnut plywood and thick maple plywood, but to a much lesser degree.
Second issue
It seems that the that slots are a bit tighter on the top (where the laser first makes contact) and looser on the bottom (where the laser exits). It becomes a slight issue when assembling the product and you don’t know which side is which - one is tighter and one is looser, and aside from labeling the masking paper with a marker (this side up, this side down, etc.) it’s quite annoying. Is there any way to make that consistent, or is that just a nature of the beast?
Bonus issue - Proofgrade material not found
I’ve cleaned my GF (all lenses, cameras, etc.) and still it gives me that error message, despite the material being placed with the label/QR code facing upward. Any ideas?
Sorry to break this to you but kerf is different for different materials and settings. It can even vary between when your Glowforge has been freshly cleaned and when it hasn’t. You have to test like crazy if you’re trying to go for friction fit, sometimes even if you’re using the same material and settings that worked last week. Not all proofgrade is exactly the same, and your kerf will also vary.
This is why I glue almost everything now, it wasn’t worth the effort to get friction fit. I kerf adjust by 0.006” for 0.124” materials and then glue it. The fit is just tight enough to hold things together while the glue sets.
You know your projects better than anyone of course but a nicely fit finger joint with glue is indistinguishable from a pure friction fit, and it is stronger and goes together much more easily than a pure friction fit.
Light kerf adjust plus glue:
As opposed to pure friction fit:
You can’t tell the difference between the joint styles in person… my conclusion was that the pain of going for pure friction fits just didn’t serve me anymore so I changed my design workflow.
I avoid tabs and slots wherever possible, as I don’t like the look, but there are times I have to use them. I have small test designs I use for my most common materials. They have different sized tabs on one piece and slots and notches on another, and I print it on the material I will be using first then adjust my design. It allows me to select the dimensions that will work on that sheet, today. We’re talking within 100th’s of a mm variation in slot/notch width and length.
The alternative approach is - as suggested above - to use glue to make up for the slack. In that case you can design for a fairly loose fit and count on the glue to hold everything together.
I guess the message here is that you can’t expect it to be identical from board to board, day to day. If you’re lucky, it might be.
I should add - I primarily concern myself with kerf for inlay type work, and I use one of the many kerf measurement tools shared here to calculate that. Most often it’s acrylic into wood.
Yeah, I do something similar - build on MDF and make sure it works, then test it on the actual material, adjust, then print the final. And I have been relatively lucky, but hit a snag here and there.
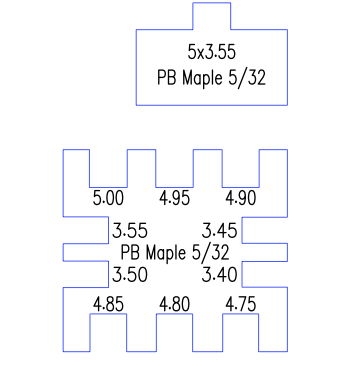
Here’s an example of one of the test pieces I print. Just a screenshot, you can knock it up yourself if you want to try something like it. “PB” Is Purebond from THD. It allows me to adjust length of notches but also width of that sheet of material.
Heck, here’s that file, if you happen to use Purebond 5/32 - but my measurements are from sheets I had on-hand, yours may well be different. It’s the little image down in the middle below. I center most of my designs on a 20x12 workspace.
Don’t worry if it’s not reading the code. Just click on the drop down where the material name shows. Start typing what material you are using and choose it from the drop down list.
If you want it that close reversing it like that is needed. If you want to know the kerf on a single piece of material today. Cut a small bit and measure it then set kerf and cut your design.
If you want to set a kerf on the fly in Inkscape you can set your cut line to the desired kerf size, then in Fill and Stroke (Shft+Ctrl_F) set the stroke style to that number and under Path pick Stroke to Path (Ctrl+Alt+C) and you will have two lines and Break Apart in the same dropdown will make them separate objects.
Then deleting the inner one will leave the cut to be exactly on the original line.